[1]
![]() UNIVERSITE DE
KINSHASA
UNIVERSITE DE
KINSHASA

![]() FACULTE DES SCIENCES DEPARTEMENT DES GEOSCIENCES B.P : 190
Kinshasa XI
FACULTE DES SCIENCES DEPARTEMENT DES GEOSCIENCES B.P : 190
Kinshasa XI
CONCEPTION D’UN CIMENT POUZZOLANIQUE A
BASE DU BASALTE DE NYIRAGONGO
![]()
CIRHALWIRWA AGANZE Lambert
MUKUNA KUETO Elie
Gradués en sciences
Mémoire présenté et défendu en vue de
l’obtention du titre de Licencié en Sciences.
Option : Génie Géologique
Orientation : Géotechnique et Hydrogéologie
Directeur : Prof. Dr.-Ing N’ZAU UMBA-DI-MBUDI Clément
Encadreur : Physicien MAX Seke Vangu
ANNEE ACADEMIQUE 2018 - 2019
EPIGRAPHE (I)
« En réalité le ciment Portland n’est que la synthèse d’un géomatériau, le
recours aux géomatériaux s’imposera pour la cause environnementale. » Max Seke Vangu
EPIGRAPHE (II)
« Faites le premier pas avec foi, vous n’avez pas à avoir tout l’escalier, juste la première marche »
Martin Luther King
DEDICACE (I)
C’est avec l’aide de Dieu que nous avons pu réaliser ce travail que je dédie :
A mes parents, tantes et oncles dont les soutiens et les encouragements ont permis à ce travail de voir le jour ;
A mes chers frères et sœurs pour leur affection ; A mes ami(e)s pour leurs encouragements ;
A toutes les personnes qui me sont chères ;
CIRHALWIRWA AGANZE Lambert
DEDICACE (II)
A mes parents : KWETO MIHOHO Maximilien et BIONGO SHESHI Sophie
A mon beau-frère, le professeur Dr. LEBWAZE MASSAMBA Bienvenu et ma grande-sœur, Me. HWAHELE KWETO florence pour vos soutiens, encouragements tant moraux, spirituels que matériels ininterrompus.
Je dédie ce travail.
Elie MUKUNA
REMERCIEMENTS (I)
Nous tenons à remercier vivement le directeur de ce travail, le Professeur Dr.- Ing. N’ZAU UMBA-DI-MBUDI Clément pour les orientations et les conseils judicieux qu’il n'a cessé de nous prodiguer. Ces derniers nous ont été d'un grand soutien tout au long de l’élaboration de ce travail.
Nos remerciements s’adressent à tous les Professeurs, Chefs des travaux et Assistants du département des Géosciences en général et à ceux de Géotechnique et Hydrogéologie en particulier.
Également un grand merci à l’assistant MAX SEKE VANGU qui n'a ménagé ni son temps ni ses efforts contribuant de la manière la plus efficace à la réalisation de ce travail.
Merci à mes parents, grands-pères, grands-mères, oncles, tantes, frères, sœurs et ami(e)s pour leur soutien moral, matériel et financier tout au long de mes études.
Et enfin, merci à toutes les personnes qui, de près ou de loin, ont contribué à
l’élaboration de cet ouvrage.
CIRHALWIRWA AGANZE Lambert
REMERCIEMENTS (II)
Après des efforts consentis de façon assidue, nous sommes à la fin de notre deuxième cycle en géologie à l’université de Kinshasa.
Ainsi pour bien commencer ce travail, nous commençons par remercier l’éternel Dieu tout puissant, qui nous a doté de la volonté, de la persévérance, de l’intelligence et de l’assiduité tout au long de notre parcours universitaire.
Que les autorités académiques de l’université de Kinshasa, de la faculté des sciences, du département des géosciences, du Centre de Recherche de l’Energie Nucléaire de Kinshasa, de la Cimenterie de LUKALA, de Laboratoire de Génie Civile soient sincèrement remerciées pour leur dévouement dans notre formation et encadrement.
Nous remercions énormément le professeur Dr. ing N’ZAU UMBA-DI-MBUDI clément qui, en dépit de ses multiples charges et occupations, a accepté d’assurer la direction de ce travail.
A Monsieur l’assistant MAX SEKE VANGU, qui par ses inspirations, ses motivations, nous a apporté une énorme touche en vue de présenter un travail digne de fin de notre deuxième cycle, qu’il trouve ici nos sincères remerciements.
Nous adressons nos remerciements à tous les professeurs, plus particulièrement au professeur Dr. Adalbert MAKUTU MA NGWAYAYA, aux chefs de Travaux, assistants et aux autorités facultaires qui, tout au long de notre cursus, nous ont transmis les enseignements de qualité et nous ont permis d’acquérir une formation adéquate en géologie.
Mon coéquipier de lutte, un ami, un frère, CIRHALWIRWA AGANZE Lambert par son courage et ses prérequis, a donné un coup de pouce à ce présent travail, qu’il trouve ici le partage de nos sentiments.
A mes frères et sœurs : Angélique KWETO, Abel KWETO, Mbuta KWETO, Florence KWETO, Cécile KWETO, Donat KWETO, Max NDOMAY, Nénette KWETO, Prosper KWETO, Credo KWETO, Gabriel KEPI, Max MAHEMENE, Jonathan MAHEMENE, José TSHIBOLA, nous vous remercions pour votre bravoure et vos prières sans cesse. Ensemble nous sommes un seul corps !
A nos belles-sœurs et beaux-frères : Professeur Dr. Bienvenu LEBWAZE, Me. Tshalu PIERROT, Ir. Franick NGIMBI, dive CARINE, brunette MAX pour vos conseils et encouragements.
Nos remerciements cordiaux à nos ami(e)s, camarades et compagnons de lutte : Lambert AGANZE, Vincent NONGO, Gracia MUKENDI, Jojo SUMBULA, Aron NGOYI, Léonard MABIALA, Bedel MAKAMA.
A tous ceux qui ne sont pas cités, qu’ils trouvent ici l’expression de notre
gratitude.
Elie MUKUNA
LISTE DES FIGURES
Fig. 1. Engin assurant le transport des matières premières vers l’usine
Fig. 2. Les lignes de fabrication du ciment Fig. 3. Les voies de fabrication du ciment Fig. 4. Concasseur à mâchoire
Fig. 5. Le concasseur à percussion ou à marteaux
Fig. 6. Le gravillonneur giratoire Fig. 7. Concasseur à cylindre Fig. 8. Pré-Homogénéisation Fig. 9. Broyeur
Fig. 10. Echangeur à cyclone
Fig. 11. Four
Fig. 12. Allure des phases cristallochimiques dans la résistance du ciment
Fig. 13. Le clinker.
Fig. 14. Les anhydres, les hydrates et les polymorphes du clinker. Fig. 15. Origine des matériaux Pouzzolaniques
Fig. 16. Cartographie de stations. Fig. 17. Le basalte
Fig. 18. Microscopie par lames minces de Basalte.
Fig. 19. Essai Los Angeles sur concassé Basalte-Goma au laboratoire de polytechnique-Unikin
Fig. 20. Diagramme d’étude d’altérabilité des roches
Fig. 21. chématisation de la diffraction par un monocristal
Fig. 22. Représentation d’un diagramme de poudre constitué de quelques
raies (obtenues par Projection des cônes de diffraction). Fig. 23. Diffractomètre à protons
Fig. 24. Schéma technologie de spectroscopie-X WD Fig. 25. Schéma technologie de spectroscopie-X ED. Fig. 26. Spectromètre ED-XRF Xepos III
Fig. 27. Spectrométrie de fluorescence X Fig. 28. Echantillon en perle fondue.
Fig. 29. Deux perles fondues et une pastille. Fig. 30. Cure humide de mortiers.
Fig. 31. Allure du degré d’hydratation en fonction de la température dans le
temps
Fig. 32. L’évolution de la compression, dans les matériaux cimentaires, en
fonction de la température.
Fig. 33. L’évolution de la porosité, dans les matériaux cimentaires, en fonction de la température.
Fig. 34. Allure en histogramme des résistances en compression des mortiers
100-0 et 75-25 jusqu’au 28ème jour
Fig. 35. Allure en histogramme d’indice de pouzzolanicité jusqu’au 28ème jour Fig. 36. Temps de début de prise et de fin prise du ciment 100%-Basalte 0% Fig. 37. Temps de début de prise et de fin prise du ciment 95%-Basalte 5%
Fig. 38. Allure en histogramme des temps de prise des mortiers 100-0, 95-5,
90-10, 85-15 et 80-20
Fig. 39. Aiguille Lechâtelier.
Fig. 40. Armoire humide ou chambre de climatisation/Cilu
Fig. 41. Allure du modele mathematique de MENAD MOHAMED qui predit les
resistances à la compression des mortiers allant jusqu’à 28 jours
Fig. 42. Diagramme de l’analyse chimique des éléments majeurs de metabasalte, basalte, granite et syenite
Fig. 43. Diagramme de l’analyse chimique des éléments traces metabasalte,
basalte, granite et syenite
Fig. 44. Diagramme des CaO – MgO – SiO2+Al203+Fe2O3 de metabasalte, basalte, granite et syenite
Fig. 45. Diagramme de la somme de trois premiers Oxydes : SiO2+Al203+Fe2O3
de metabasalte, basalte, granite et syenite
LISTE DES TABLEAUX
Tableau 1. Teneur moyenne des éléments chimiques dans le basalte Tableau 2. Principales phases du ciment portland et leurs caractéristiques Tableau 3. Composition chimique du ciment portland
Tableau 4. Composition minéralogique moyenne des ciments (en %
massique) ciments Portland.
Tableau 5. Type de ciments et domaines d’application selon EN 197-1 (4) Tableau 6. Classes de résistance (EN 197-1 (4)
Tableau 7. La composition des pouzzolanes naturelles
Tableau 8. Coordonnées géographiques de différentes Stations Tableau 9. Granulats – Essai Los Angeles, 1990, AFNOR, NF P 18-57. Tableau 10. Essai Los Angeles sur concassé Basalte-Goma
Tableau 11. Résistance des Roches.
Tableau 12. Charge de rupture sur différents échantillons de Basalte-Goma au laboratoire Polytechnique-Unikin.
Tableau 13. Résistance à la compression du Basalte-Goma au laboratoire
Polytechnique-Unikin.
Tableau 14. Analyse chimique du basalte par Fluorescence X / Cilu
Tableau 15. Analyse chimique du basalte par Fluorescence X / Cren-K à titre comparatif du Métabasalte, Basalte, Granite et syénite
Tableau 16. Taille et population dans le sable standard.
Tableau 17. Analyse par fluorescence-X du clinker, du gypse, du basalte ainsi que du ciment résultant.
Tableau 18. Formulation Mortier-Témoin et Mortier avec substitution. Tableau 19. Temps limite des essais de résistance à différents âges Tableau 20. Ecrasement de mortiers basalte 100-0, 95-5 ,90-10 et 80-20. Tableau 21. Ecrasement de mortiers basalte 100-0 et 75-25.
Tableau 22. Ecrasement de mortiers basalte 100-0, 95-5 ,90-10 et 80-20.
Tableau 23. Résultat d’indice de pouzzolanicité des écrasements de mortiers
basalte 100-0 et 75-25.
Tableau 24. Temps de début de prise T1 et de fin prise T2 du ciment avec poudre basaltique de Goma.
Tableau 25. Valeurs maximales et minimales des paramètres du modèle pour la résistance du mortier (modèle de MENAD MOHAMED).
Tableau 26. Analyse chimique de Metabasalte, Basalte, Granite et Syénite Tableau 27. Analyse chimique par spectroscopie-x ED-XRF et WD-XRF : sommes des alcalis
Tableau 28. Résistance à la compression et la flexion
ABREVIATION
ASTM : American Society for Testing and Materials
Bslt : Basalte
°C : degré Celsius
CEM : Ciment (Cement) Cm : Centimètre
CSH : Silicate de Calcium Hydraté
DRF : Diffraction aux rayons X E : Eau
EN : Norme Européenne
FCE : Classe vraie du ciment gr : Gramme
Kg : Kilogramme l : Litre
LA : Los Angeles
MA : Module d’Alumine
MEB : Microscopie Electronique à Balayage
MC : Module de Chaux mm : Millimètre
MS : Module de Silice
MPa : Méga Pascal
N : Normal
NE : Nord-Est
NF : Norme Francaise NNW : Nord Nord Ouest SE : Sud-Est
SW : Sud- Ouest
RESUME
Ce travail porte sur la réduction des émissions du dioxyde de carbone lors de la fabrication du ciment au moyen d’une roche pouzzolanique (le basalte de Goma) par substitution du ciment jusqu’à 25% tout en préservant l’aspect performantiel du liant résultant. Un regard sur la prise de la pâte ainsi que sur l’évolution des résistances des mortiers résultants était inéluctablement concluant.
ABSTRACT
This work is summed up in the reduction of Carbone dioxide emissions during the manufacture of cement using a pozzolanic rock (Goma basalt) by substituting cement up to 25% while preserving the performance aspect to the binder resulting.
A look at the setting of the paste as well as the evolution of the resistances of the resulting mortars was ineluctably conclusive.
Table des matières
EPIGRAPHE (I) ................................................................................................................. i EPIGRAPHE (II) ............................................................................................................... ii DEDICACE (I).................................................................................................................iii DEDICACE (II) ............................................................................................................... iv REMERCIEMENTS (I)....................................................................................................... v REMERCIEMENTS (II)..................................................................................................... vi LISTE DES FIGURES .......................................................................................................viii LISTE DES TABLEAUX ...................................................................................................... x ABREVIATION................................................................................................................ xi RESUME..........................................................................................................................xii ABSTRACT..................................................................................................................... xiii
0. INTRODUCTION GENERALE ................................................................................. 1
0.1. Problématique ............................................................................................. 1
0.2. Délimitation du sujet ................................................................................... 2
0.3. Méthodes et techniques utilisées ............................................................. 2
0.4. Subdivision du travail .................................................................................. 3
Chapitre I. GENERALITES SUR LES BASALTES ............................................................. 4
I.1. Définition ............................................................................................................. 4
I.2. Caractéristiques physiques .............................................................................. 4
I.3. Texture ................................................................................................................. 4
I.4. Composition chimique...................................................................................... 4
I.5. Composition minéralogique ............................................................................ 4
I.6. Classification des basaltes ............................................................................... 5
I.6.1. La basanite .................................................................................................. 5
I.6.2. Le basalte alcalin à olivine ....................................................................... 5
I.6.3. Le basalte tholéiitique ............................................................................... 5
I.7. Contexte géologique du basalte de Nyiragongo ...................................... 6
I.7.1. Cadre structurale et tectonique .............................................................. 6
I.7.2. Volcanisme.................................................................................................. 7
Chapitre II. LE CIMENT ET LA POUZZOLANICITE ........................................................ 8
II.1. Introduction sur le ciment ................................................................................ 8
II.1.1. Définition ..................................................................................................... 8
II.1.2. Historique..................................................................................................... 8
II.2. Fabrication du Ciment (EN 197-1) .................................................................. 9
II.2.1. Extraction .................................................................................................... 9
II.2.2. Les lignes de fabrication de ciment ....................................................... 9
II.2.3. Les voies de fabrication du ciment ......................................................10
II.2.4. Fragmentation .........................................................................................11
II.2.5. Types de concasseur ..............................................................................12
II.2.6. Pré-Homogénéisation .............................................................................15
II.2.8. Pré-calcination.........................................................................................17
II.2.9. Four ............................................................................................................18
II.2.10. Le clinker .................................................................................................22
II.2.11. Dosage ....................................................................................................23
II.2.12. La Chimie des Cimentiers.....................................................................24
II.2.13. Propriétés du ciment [CILU] .................................................................25
II.2.14. Caractéristiques des ciments NF EN 196-1.........................................26
II.2.15. Classification et spécification des ciments .......................................33
II.2.16. Hydratation des ciments ......................................................................34
II.2.17. Conséquence de l’hydratation .......................................................... 35
II.3. LA POUZZOLANICITE ........................................................................................36
II.3.1. La Pouzzolane dans les temps ............................................................... 36
II.3.2. Organigramme ........................................................................................36
II.3.3. Matériaux à propriété Pouzzolanique ..................................................37
II.3.4. L’activité pouzzolanique ........................................................................39
II.3.5. Réaction Pouzzolanique.........................................................................40
II.3.6. Produits de la réaction pouzzolanique ................................................40
II.3.7. Condition de pouzzolanicité et indice de pouzzolanicité ................41
II.3.8. Effet de la pouzzolane ............................................................................42
Chapitre III. RESULTATS D’ANALYSES ET ESSAIS AU LABORATOIRE........................44
III.1. Matériaux de substitution du clinker ........................................................... 44
III.2. Analyses et essais sur la roche .....................................................................46
III.2.1. la macroscopie .......................................................................................46
III.2.2. Microscopie ............................................................................................. 47 o Lame mince CM .......................................................................................47
III.2.3. Essai Los Angeles [EN 1097-2] ................................................................ 47
III.2.4. Altération des roches magmatiques (volcanique). .......................... 49
III.2.5. Essais à la compression uni-axiale (Résistance à la Compression) .50
III.2.6. Analyse par diffraction aux rayons X (XRD) ........................................52
III.2.7. Analyse par fluorescence aux rayons X..............................................54
III.2.8. Confection de briquettes destinées aux essais de contrôle-qualité du ciment (NF EN 196-1). ..................................................................................65
III.2.9. Essai de prise de la pâte de ciment (NF EN 196-3)............................ 74
III.2.10. Essai d’expansion - Stabilité. [Le Chatelier] ......................................77
III.2.11. Prediction de resistance et modele mathematique de MENAD MOHAMED..........................................................................................................79
Chapitre IV. DISCUSSION ET INTERPRETATION DES RESULTATS .............................. 81
CONCLUSION..............................................................................................................86
BIBLIOGRAPHIE ............................................................................................................87
0. INTRODUCTION GENERALE
0.1. Problématique
Le développement des infrastructures du génie civil (routes, ouvrage d’art, pont, bâtiment, etc) constitue une composante essentielle de la puissance économique d’un pays. Les matériaux cimentaires sont les plus utilisés dans ce domaine grâce à leurs propriétés mécaniques et aux faibles couts de fabrication par rapport à d’autres matériaux de construction.
Le constat est que sur le marché, le prix du ciment est élevé surtout dans la partie Est de la République Démocratique du Congo.
Par ailleurs, selon certaines études déjà menées, dans la fabrication du ciment, il y a génération (émission) des gaz qui influent sur la qualité de l’environnement : une tonne de ciment fabriqué génère environ une tonne de CO2. Il est responsable d’environ 5% des émissions de ces gaz sur la planète. D’où la nécessité de prendre cette situation au sérieux car le ciment est appelé à jouer un rôle de plus en plus important dans le développement et le maintien de l’activité humaine.
Durant la fabrication du ciment, la décarbonatation du calcaire demeure encore un vrai souci environnemental dans la production du ciment portland à base du calcaire (calcite), et s’il faut ajouter le combustible fossile nécessaire pour l’alimentation du four à cet effet.
Suivant l’équation :
CaCO3 ------------» CaO + CO2
Mm(CaCO3) = 40+12+(16X3) = 100 Kg/kmol
Mm(CaO) = 40+16 = 56 Kg/kmol
Mm(C02) = 12+(16X2) = 44 Kg/kmol
CaCO3 (1000 Kg/kmol) -------------» CaO (560 Kg/kmol) + C02 (440 Kg/kmol)
Constatons que pour une base de 100% de Carbonate de Calcium utilisé dans la production de la chaux, 44% en masse sont jetés dans l’atmosphère sans prendre en compte le dioxyde de carbone qui émane de la combustion du combustible fossile au four à cet effet.
La combustion du combustible fossile pour arriver à la clinkérisation requiert aussi pour une tonne de matériaux, 130kg de combustible fossile ce qui génère 465kg de CO2.
Sur ce, l’utilisation des résidus industriels récupérés et recyclés, le gisement des ressources naturelles telles que la pouzzolane, le basalte (réduit en poudre), … comme produits de substitution partielle du ciment portland permet la réduction des émissions des gaz à effet de serre et conduit à la fabrication d’un ciment non polluant sur le plan environnemental.
C’est dans cette optique que la recherche d’un liant écologique et économique nous a inspiré sur le thème de ce travail. L’objectif de cette étude est de contribuer à la résolution des problèmes se posant sur le plan économique et la pollution environnementale mais aussi sur l’utilisation rationnelle et économique des matériaux locaux. Dans ce travail, nous mettons en évidence les éventuels effets bénéfiques des ajouts cimentaires.
0.2. Délimitation du sujet
Connaissant les effets sur l’environnement des processus de la fabrication de ciment, ce travail a été fait dans le sens de la réduction des émissions de CO2 en substituant une quantité (25%) de clinker par la même quantité de la poudre d’une roche volcanique tout en préservant les caractéristiques de ce ciment.
Ici, la roche utilisée pour la substitution du ciment est le Basalte de Goma.
0.3. Méthodes et techniques utilisées
Pendant la réalisation de ce travail, nous avons fait la revue de la littérature en consultant les articles, ouvrages dans les bibliothèques et internet, ainsi que différents essais et analyses dans des laboratoires.
A. Étape de terrain :
o Échantillonnage
o Description macroscopique
o Les matériels utilisés sont :
- Un marteau de géologue ;
- Une masse et des burins ;
- Un GPS ;
- Un carnet de terrain et stylos et des crayons ;
B. En laboratoire, cette étape a consisté en : o L’élaboration des différentes cartes ; o La microscopie des lames minces
o Les matériels utilisés sont :
- Un ordinateur portable ;
- Logiciels de traitement de données de terrain ;
- Un microscope optique polarisant ;
o Essais et analyses en différents laboratoire :
- Essai Los Angeles
- Essais RC
- Géochimie
- XRF
- DRX
- Analyse sur contrôle-qualité su ciment
0.4. Subdivision du travail
Afin d'atteindre les objectifs nous assignés, excepté l'introduction et la conclusion générale, ce travail comprend quatre chapitres à savoir :
o Le premier présente des généralités sur le basalte;
o Le second décrit des aspects généraux sur le ciment et la pouzzolanicité;
o Le troisième présente les différents résultats de tous les essais et analyses effectués au laboratoire ; et
o Le quatrième concerne les interprétations des résultats.
Chapitre I. GENERALITES SUR LES BASALTES I.1. Définition
Le terme basalte a été utilisé par Pline l'Ancien pour décrire une roche « noire et dure » d'Éthiopie « quem vocant basaltem », ce qui rend plausible la dérivation à partir de l'adjectif basalte, qui signifie cuit, en éthiopien ancien (CARRON, 1979).
Le basalte est une roche volcanique issue d’un magma qui s’est rapidement refroidi au contact de l’air ou de l’eau. C’est la roche volcanique la plus abondante en termes de volume à la surface de notre planète, le constituant principal de la couche supérieure de la croûte océanique environ 60% de la surface terrestre, qui s’étend sur une profondeur moyenne de 30 km (NDRAINA, 2014).
I.2. Caractéristiques physiques
Le basalte est une roche magmatique, effusive de couleur sombre, d’aspect compact et de dureté variable selon le degré de cristallisation, lourde d’une densité voisine de 3 et difficile à casser. Quelques minéraux sont visibles à l’œil nu (NDRAINA, 2014).
I.3. Texture
Le basalte est une roche de texture microlitique, parfois microlitique porphyrique voire hyaloporphyrique.
I.4. Composition chimique
Du point de vue géochimique, la composition des basaltes est assez constante : elle est caractérisée par des teneurs élevées en fer, magnésium et calcium.
Le tableau 1 donne la composition chimique moyenne des basaltes.
Tableau 1. Teneur moyenne des éléments chimiques dans le basalte(NDRAINA, 2014)
|
Elément en % |
SiO2 |
Al2O3 |
FeO/Fe2O3 |
MnO |
MgO |
CaO |
Na2O |
K2O |
TiO2 |
|
Basalte |
49.20 |
15.74 |
10.92 |
0.20 |
9 |
11 |
2.91 |
1.10 |
1.84 |
I.5. Composition minéralogique
Les principaux minéraux rencontrés dans le basalte sont:
o Les plagioclases (50%) ;
o Les pyroxènes (25 à 40%) ;
o Les olivines (10 à25%) ;
o Les magnétites (2 à 3%).
I.6. Classification des basaltes
Les basaltes se classent par leur taux de saturation en silice.
Lorsque le basalte n'atteint pas le plan de saturation de la silice, de la néphéline [SiAlO4]Na est exprimée. C'est le domaine des basanites, et, à l'approche du plan de saturation, celui du basalte alcalin à olivines. Au-delà du plan de saturation, c'est le domaine tholéiitique, avec le basalte tholéiitique à olivine, si le quartz n'est pas exprimé, et la tholéiite à quartz si le quartz est exprimé sur le plan normatif.
On peut les classer également en fonction de l’indice de différenciation.
o DI < 25 : Ankaratrites
o 25 < DI < 35 : Basanites et Basalte alcalin à olivine.
Ce qui les différentie c’est la teneur en néphéline normative qui est supérieure à 5% pour les Basanites et inférieure ou égale à 5% pour les Basaltes alcalins à olivine (KANIKA, 2016).
I.6.1. La basanite
La basanite est caractéristique du volcanisme intraplaques ponctuel et de faible volume.
I.6.2. Le basalte alcalin à olivine
On trouve le basalte alcalin à olivine dans le volcanisme intraplaques océanique et continental lorsque celui-ci est de faible volume.
I.6.3. Le basalte tholéiitique
Le basalte tholéiitique (ou olivine tholéiite, ou tholéiite à olivine) constitue les fonds océaniques. Il se trouve également dans le volcanisme intraplaques océanique et continental. Il contient un orthopyroxène normatif : l’hypersthène (non exprimé).
I.7. Contexte géologique du basalte de Nyiragongo
Au laboratoire nous avons utilisé le basalte en provenance de la province du
Nord-Kivu, dans la partie Est de la République Démocratique du Congo.
L’histoire géologique de la province du Nord Kivu est dominée par un certain nombre des traits caractérisant ainsi sa constitution lithostratigraphique, sa structure, les roches qui la constituent, sa minéralisation et son volcanisme.
Cette histoire montre à partir des études faites jusqu’à ce jour qu’elle est dominée au début par des phénomènes des plissements attribués aux orogénèses Ruzizienne et Urundienne d’âge précambrien. Les plissements Urundiens ont été accompagnés ou suivis de l’intrusion des granites qui ont donné lieu à la minéralisation aurifère, stannifère, colombo tantalifère et wolframifère.
Depuis ces plissements anciens, la région du Kivu n’a plus subi que des dislocations à grand rayon de courbure amenant de flexures et de fractures, ainsi que des ondulations largement ouvertes. Certaines fractures de la partie occidentale de la région étant d’âge ante-Karoo, donc antérieures au Carbonifère supérieur, les plus anciennes se seraient produites lors de l’orogénèse Kundelunguienne de Stanley ville et du Katanga, cette région a subi le contrecoup de ces plissements sous forme de fracture.
I.7.1. Cadre structurale et tectonique
La province du Nord Kivu regorge un volcanisme appartenant au type intraplaque continentale lié au Rift Est Africain dont la genèse remonte au Cénozoïque (il y a 65 Ma).
Ce rift possède deux branches dont l’une, orientale allant du golfe d'Aden dans la dépression de l'Afar au Nord en passant par l'Ethiopie et le Kenya jusqu'à la divergence Nord Tanzanienne, et l’autre occidentale qui part du lac Albert et se poursuit au Nord jusqu'au Sud de Mozambique.
Nyiragongo (chaînes des Virunga) est localisé généralement dans la branche occidentale et particulièrement dans la province du Nord Kivu contenant des couches des groupes Urundi- Ruzizi qui ont été soumises à deux orogenèses (Urundienne et Ruzizienne) et mettant en évidence trois directions structurales qui sont NE-SW, N-S, NW-SE définissant des bassins
asymétriques d'environ 100 km de long, segmentés en échelon et reliés par des failles de transfert (UNEGA, 2015).
Ces bassins sont bordés par des failles qui sont généralement normales ou subverticales, plus ou moins parallèles à l’axe principal du rift permettant l’épanchement des laves alcalines sodiques et les laves transitionnelles ou encore transverses à cet axe favorisant la mise en place d'un volcanisme ultra-alcalin.
Les flexures et les failles radiales constituent des traits tectoniques dominants découpant la région en une série de compartiments des différents niveaux et la transformant en une série de Horst et de Grabens dans lesquelles se localisent les provinces volcaniques (Bukavu, Virunga, Toro-Ankole, etc.…)
I.7.2. Volcanisme
Le volcanisme du Nord-Kivu est beaucoup plus concentré dans la chaine volcanique des Virunga couvrant une superficie d’environ 4000 km2 et localisée entre 1° 30’S et 29° 30’E, et s’étendant le long du fossé d’effondrement situé à l’Est l’Afrique.
Deux cycles volcaniques ont été mis en évidence dans cette région
(ONGENDANGENDA, 1992) :
- Un cycle initial, oligo-miocène (12 à 8 Ma), matérialisé par des lambeaux de coulées basaltiques affleurant dans les régions de Mumba-Numbi, Moesso, Nord-Idjwi, Bishusha-Tongo. Ce cycle, essentiellement fissural, est constitué de coulées de basaltes tholéitiques à olivine, sur lesquelles repose une série de laves alcalines sodiques allant des ankaratrites à des benmoreites ;
- Un cycle récent à actuel (plio-pleistocène), qui correspond aux huit stratovolcans formant la chaine de Virunga (Nyamulagira, Nyiragongo, Mikeno, Karisimbi, Sabinyo, Gahinga, Muhavura, Visoke).
Chapitre II. LE CIMENT ET LA POUZZOLANICITE II.1. Introduction sur le ciment
II.1.1. Définition
Le ciment (du latin caementum, signifiant pierre de construction) est une matière pulvérulente, formant avec l’eau ou avec une solution saline une pâte plastique liante, capable d’agglomérer, en durcissant, des substances variées.
Le ciment est le liant le plus utilisé pour la fabrication du béton et du mortier (il représente alors entre 8 et 18 % de la masse totale du béton). Il se présente sous forme de poudre très fine qui mélangée à de l’eau forme une pâte plastique qui durcit progressivement à la suite de réactions chimiques.
On classe par conséquent le ciment dans la famille des liants hydrauliques puisqu'il fait prise en présence d'eau (par opposition aux liants hydrocarbonés comme le bitume). Après durcissement, cette pâte conserve sa résistance et sa stabilité, même sous l’eau.
II.1.2. Historique
Après avoir découvert la chaux grasse grâce aux Egyptiens, obtenue par cuisson de roches calcaires à une température proche de 1000°C, suivie d’une extinction avec de l’eau, les romains ont en fait véritablement du ciment en ajoutant à cette chaux de la pouzzolane (roche volcanique - provenant de Pouzzoles, dans la région de Naples, en Italie - rougeâtre et poreuse, utilisée pour ses qualités d'isolant thermique dans la fabrication de ciments et d'agglomérés) (ADAM, 2008).
En 1824, l’écossais ASPDIN donne le nom de PORTLAND au ciment qu’il fabriquait et qui possède une teinte grise très proche de celle des pierres que l'on peut trouver dans l'île de Portland en Angleterre.
Sur le plan mondial, la première usine de ciment a été créée en 1846.
II.2. Fabrication du Ciment (EN 197-1) II.2.1. Extraction
Les deux principales matières premières nécessaires à la fabrication du
ciment Portland sont le calcaire (majoritairement composé de carbonate de calcium CaCO3) et l’argile (composée principalement d’un mélange complexe et souvent hydraté de silice (SiO2), d'alumine (Al2O3) et d’oxyde de fer (Fe2O3)). Elles sont généralement extraites des carrières à ciel ouvert situées à proximité de la cimenterie, transportées par un engin (Fig.1) puis fragmentés en très petites tailles (RANAIVONIARIVO, 2008).
Le mélange (environ 20% d’argile et 80% de calcaire) est ensuite
préhomogénéisé et nettoyé des impuretés contaminants.

Fig. 1. Engin assurant le transport des matières premières vers l’usine
II.2.2. Les lignes de fabrication de ciment
La fabrication du ciment se fait selon un procédé continu, successivement et en parallèle selon les 3 lignes suivantes (Fig.2) :
La ligne de fabrication du ciment
La ligne de fabrication du Cru
La ligne de cuisson
 Fig.
2. Les lignes de fabrication du ciment
Fig.
2. Les lignes de fabrication du ciment
- La ligne de fabrication du cru (depuis la carrière, la fragmentation, la pré-homogénéisation jusqu’au silo de stockage du cru)
- La ligne de cuisson (commence par le préchauffage dans les échangeurs à cyclone, l’alimentation du four et se termine dans les silos de stockage du clinker)
- La ligne de fabrication du ciment (le dosage, l’alimentation des
broyeurs microniseurs, silotage et/ou conditionnement du ciment).
II.2.3. Les voies de fabrication du ciment
La fabrication du ciment peut se faire suivant les voie ci-après (Fig.3) :

Fig. 3. Les voies de fabrication du ciment
II.2.3.1. La voie Humide
Le cru est transformé en une pâte fluide par adjonction d’eau (entre 30 et
40% d’eau) avant d’entrer dans le four, il s’agit de la technique la plus simple mais aussi de la plus consommatrice en énergie puisqu’il faut évaporer l’eau lors de la cuisson.
II.2.3.2. La voie Semi-sèche
Le cru est aggloméré en granules par humidification avant la cuisson
II.2.3.3. La voie Sèche
Le cru entre dans le four sous forme de poudre, cette technique est
aujourd’hui utilisée quasiment tout le temps car plus économe.
Le processus de cuisson ne variant qu’assez peu selon la voie utilisée, on se
concentrera sur la voie sèche qui est la plus utilisée.
Les fours utilisés pour l’obtention du clinker (en anglais : scories) sont de forme cylindrique, ils tournent lentement à 2 ou 3 tours par minute et sont longs d’environ 100 mètres (leur longueur est plus importante si la voie humide est utilisée) et de diamètre environ 5 mètres. Ils sont légèrement inclinés par rapport à l'horizontale de telle sorte que le cru entre par la partie la plus haute du four. Le brûleur est situé au fond du four et produit une flamme à environ 2000 °C. Il s’établit un gradient thermique entre l’entrée du four et la sortie de celui-ci de 800 °C à 1500 °C environ.
Avant d’entrer dans le four, le cru sous forme de poudre traverse un échangeur de chaleur dans lequel circulent en sens inverse les gaz très chauds qui s’échappent du four. Le cru est donc préchauffé à une température d’environ 800 °C quand il atteint le début du four. La durée de séjour dans le four est d'environ une demi-heure.
II.2.4. Fragmentation
Les opérations de fragmentation, conduisent à réduire les dimensions caractéristiques d'un matériau solide, elles peuvent avoir divers objectifs parmi lesquels on peut citer : faciliter le stockage, le transport, le triage, le mélange ou la dissolution, la réactivité chimique ...
Divers dénominations suivants la réduction de taille :
o Débitage : la réduction des gros blocs issus de mine ou de carrière en éléments de dimensions supérieures à 250 mm.
o Concassage : la réduction des Roches et pierres de 250 mm environ à des granulats entre 50 et 7 mm.
o Granulation : la réduction des granulats de 150 à environ à des
agrégats d’entre 12 et 6.3 mm.
o Broyage : la réduction des agrégats de 25 mm à des sables, tout venant, ou autres entre 6.3 et 0.2 mm.
o Pulvérisation : la production de particules inférieures à 0.2 mm.
o Micronisation : la réduction à des dimensions de l'ordre du micron.
o Défibrage : la fragmentation des matières fibreuses (bois, végétaux,
...).
o Déchiquetage : la réduction par hachage des matières flexibles.
o Découpage : le sciage ou cisaillement pour obtenir des fragments réguliers.
II.2.5. Types de concasseur
II.2.5.1. Concasseur à mâchoire
Il est constitué par une mâchoire fixe et une mâchoire mobile animée d'un mouvement de va-et-vient autour d'un axe horizontal (Fig.4). Le produit à traiter est introduit à la partie supérieure de l'appareil.

Fig. 4. Concasseur à mâchoire
Lorsque la mâchoire mobile se rapproche de la mâchoire fixe elle écrase les fragments solides. Lorsqu'elle s'écarte ceux-ci descendent dans une partie
plus étroite où ils sont à nouveau écrasés et ainsi de suite jusqu'à ce qu'ils atteignent l'orifice de sortie (cet orifice est réglable).
Un concasseur à mâchoire peut fournir entre 500 à 1000 tonnes de granulat par heure.
II.2.5.2. Le concasseur à percussion ou à marteaux
Il est constitué d'une cuve dont la paroi est épaisse et résistante (Fig. 5). Dans cette paroi sont pratiquées des ouvertures à travers lesquelles passe le produit à concasser.
A l'intérieur de la cuve tourne un rotor muni des marteaux. La vitesse de rotation est élevée pour assurer une vitesse périphérique des marteaux allant
de 20 à 100 m/s.

 Fig. 5. Le concasseur à
percussion ou à marteaux
Fig. 5. Le concasseur à
percussion ou à marteaux
Tamis
Ce type de concasseur n'est pas utilisé pour des matériaux durs et abrasifs, qui provoqueraient des usures très importantes.
II.2.5.3. Le gravillonneur giratoire
Casse les pierres ou minerais par pression entre une cuve annulaire fixe dénommée anneau concave et un rouleau conique appelé cône d'usure, animé d'un mouvement excentrique à l'intérieur de l'espace limité par la cuve (Fig. 6).
Le cône d'usure est fixé sur un arbre pendulaire très robuste en acier forgé, formant levier. Cet arbre a pour point fixe une rotule de suspension supportée par un étrier placé à la partie supérieure et en travers de l'ouverture du concasseur.
La partie inférieure de l'arbre pendulaire plonge librement dans un manchon excentré dont le mouvement de rotation est commandé par l'intermédiaire d'un couple d'engrenages coniques. Ces engrenages, ainsi que tout le mécanisme de commande, sont enfermés dans une partie du bâti formant le carter étanche.


Fig. 6. Le gravillonneur giratoire
La rotation du manchon excentrique communique à l'arbre pendulaire, et par conséquent au cône d'usure qui est fixé dessus, un mouvement qui rapproche celui-ci successivement de chacun des points de l'anneau concave. Au cours de ce mouvement, les blocs à concasser se trouvent fragmentés par la pression développée, et les morceaux réduits sont évacués sur le côté de la machine par un couloir logé à l'intérieur du bâti.
II.2.5.4. Concasseur à cylindre
Il est constitué par un tambour cylindrique ou cylindro-conique à axe horizontal (Fig. 7). Le tambour est environ rempli au tiers de son volume par la charge broyante qui est constituée de boulets d'acier ou de fonte, de galets de silex, de bâtonnets, tétraèdres ou cylindres en acier dur.

Fig. 7. Concasseur à cylindre
Le tambour tourne autour de son axe à une vitesse de rotation précise. Si elle est trop lente, les boulets roulent les uns sur les autres en fond de l'appareil. Si elle est trop rapide, les boulets restent collés à la paroi sous l'action de la force centrifuge.
II.2.6. Pré-Homogénéisation
La Pré-homogénéisation (Fig. 8) permet d'atteindre un dosage parfait de deux constituants essentiels du Ciment (le calcaire et l’argile) et d’enlever toute impureté susceptible de contaminer le ciment.

Fig. 8. Pré-Homogénéisation
II.2.6.1. Contamination du ciment
La présence de chlore (chlorures) et de soufre (sulfates, sulfure) lors du chauffage, le chlore et le soufre se volatilisent et réagissent avec les composés alcalins (comme le potassium et le sodium (K2O & Na2O)) pour former des chlorures alcalins et sulfures alcalins. En l'absence d'alcalin Le ciment perd de ces qualités et de ces caractéristiques.
II.2.6.2. Composition du mélange donnant le cru
Le cru obtenu après une pré-homogénéisation est généralement composé de 80% de calcaire (majoritairement composé de carbonate de calcium CaCO3) et 20% d’argile (l’argile grise, composée principalement d’un mélange complexe et souvent hydraté de silice (SiO2), d'alumine (Al2O3) et
d’oxyde de fer (Fe2O3)), ce mélange doit passer dans un broyeur pour donner la farine destinée à la cuisson.
II.2.7. Broyeur
Il est constitué par un tambour cylindrique ou cylindro-conique à axe horizontal (Fig. 9). Le tambour est environ rempli au tiers de son volume par la charge broyante qui est constituée de boulets d'acier extra-dur ou de fonte, de galets de silex, de bâtonnets, tétraèdres ou des barres cylindriques en acier extra-dur.
Le tambour tourne autour de son axe à une vitesse de rotation précise. Si elle est trop lente, les boulets roulent les uns sur les autres en fond de l'appareil. Si elle est trop rapide, les boulets restent collés à la paroi sous l'action de la force centrifuge.
Les boulets ont une taille variant de 2 à 20 cm, en fonction de la finesse de broyage désirée.

Fig. 9. Broyeur
Il existe trois principaux types de broyeurs à boulets :
o Broyeur cylindrique : le tambour est constitué par un seul cylindre en rotation
o Broyeur compound : le tambour est séparé en 3 à 4 compartiments séparés par un grillage et comprenant chacun des boulets de taille différentes. Il est légèrement incliné sur l'horizontale. Le produit à broyer est introduit à une extrémité. Lorsqu'il est suffisamment broyé dans le
premier compartiment, il passe au travers du grillage dans le deuxième compartiment, et ainsi de suite jusqu'à sa sortie.
o Broyeur cylindro-conique : le tambour contient des boulets de différents diamètres. Sous l'effet de la rotation des boulets se rassemblent par leur taille, les plus gros dans la partie cylindrique et les plus petits dans la partie conique. Cet appareil se comporte ainsi comme un broyeur compound.
Un broyeur produit de 200 à 400 tonnes de mélange à l’heure.
Grace au broyeur, le cru homogénéisé est réduit en « farine » (< 200 microns)
de composition :
o Carbonate de calcium (CaCO3) : de 77 à 83 %
o Silice (SiO2) : de 13 à 14%
o Alumine (Al2O3) : de 2 à 4%
o Oxyde de fer (Fe2O3) : de 1,5 à 3 %.
II.2.8. Pré-calcination
Pré-Calcination ou préchauffage est la première étape de la phase ou la ligne de cuisson. La farine passe dans un échangeur appelé échangeur à cyclone (Fig. 10) avant le passage au four. En 5 secondes la farine atteint plus de 880 °C.
La chaleur de cet échangeur provient de l’évacuation de la chaleur du four
de cuisson qui sera alimenté de farine depuis le bout de sortie du cyclone.

Fig. 10. Echangeur à cyclone
II.2.9. Four
Le processus de cuisson ne variant qu’assez peu selon la voie utilisée.
Les fours utilisés pour l’obtention du clinker sont de forme cylindrique (Fig. 11), ils tournent lentement de 2 à 3 tours par minute et sont longs d’environ 100 mètres (leur longueur est plus importante, voire le double, si la voie humide est utilisée) et de diamètre environ 5 mètres. Ils sont légèrement inclinés par rapport à l'horizontale de telle sorte que le cru entre par la partie la plus haute du four. Le brûleur est situé au fond du four et produit une flamme à environ 2000 °C. Il s’établit un gradient thermique entre l’entrée du four et la sortie de celui-ci de 1400 °C environ.

Fig. 11. Four
Avant d’entrer dans le four, le cru sous forme de poudre traverse un échangeur de chaleur dans lequel circulent en sens inverse les gaz très chauds qui s’échappent du four.
Le cru est donc préchauffé à une température d’environ 880 °C quand il atteint le début du four. La durée de séjour dans le four est d'environ une demi-heure.
A partir de 650 °C environ, la première réaction de transformation de clinkérisation commence à se produire.
Le carbonate de calcium issu du calcaire subit une réaction de décarbonatation selon la formule suivante (RANAIVONIARIVO, 2008) :
CaCO3 → CaO + CO2.
On obtient alors de la chaux vive (CaO) accompagnée d’un important
dégagement gazeux de CO2.
Sous l’effet de la chaleur, on observe une scission de l'argile en silice (SiO2), en alumine (Al2O3) et en oxyde de fer (Fe2O3). A partir d’environ 1300 °C les réactions de clinkérisation se poursuivent.
Oxyde de fer (Fe2O3) + alumine (Al2O3) + oxyde de calcium (CaO) →
aluminoferrite tétracalcique (Ca4Al2Fe2O10).
Alumine (Al2O3) + chaux vive (CaO) → aluminate tricalcique (Ca3Al2O6).
Ces deux composés nouvellement formés constituent la phase liquide du mélange qui continue de progresser vers la partie la plus chaude du four. La silice (SiO2) et la chaux vive (CaO) restant se dissolvent dans cette phase et réagissent entre-elles selon la réaction suivante :
Silice (SiO2) + chaux vive (CaO) → silicate bicalcique (Ca2SiO4)
La réaction peut se poursuivre éventuellement s’il reste de l’oxyde de calcium (CaO) qui n’a pas encore réagi :
Silicate bicalcique (Ca2SiO4) + chaux vive (CaO) → silicate tricalcique
(Ca3SiO5)
Si la phase liquide n’existait pas, il faudrait chauffer d’avantage le four afin d’atteindre la température de fusion de la silice qui est d’environ 1900 °C pour que ces deux réactions aient lieux.
A la sortie du four, les nodules incandescents sont brusquement refroidis à 100
°C.
La composition minéralogique du clinker (Tableau 2) est alors la suivante :
Tableau 2. Principales phases du ciment portland et leurs caractéristiques
(HAJAR, 2011).
|
Phases |
C3S |
C2S |
C3A |
C4AF |
|
|
Formule chimique |
Ca3SiO5 |
Ca2SiO4 |
Ca3Al2O6 |
Ca4Al2FeO10 |
|
|
Nom technique |
Alite (silicate tricalcique) |
Bélite (silicate bicalcique) |
Celite (Aluminate tricalcique) |
Ferrite (Aluminoferrite tétracalcique) |
|
|
Réactivité |
Élevée |
|
Faible |
Très élevée |
Faible |
|
Impuretés |
Al2O3, Fe2O3, MgO |
Al2O2, Fe2O3, Na2O, K2O, SO3 |
Fe2O3, Na2O, K2O, MgO |
MgO, SiO2, TiO2 |
|
|
Contribution à la résistance |
Forte à jeune âge |
Forte à un âge très tard |
Forte à jeune âge |
Très faible |
|
|
Minimum |
45.0 % |
5.7 % |
1.1 % |
2.0 % |
|
|
Maximum |
79.7 % |
29.8 % |
14.9 % |
16.5 % |
|
o L’Alite (silicate tricalcique) C3S
Le silicate tricalcique ou alite est le principal constituant du ciment, il représente 40 à 80 % en teneur massique et il est souvent impur dans le clinker (GRIESSER, 2002). Cette phase est très importante pour le développement de la résistance mécanique au jeune âge du ciment (LOTA, KENDALLN, BENSTED, 2000). La phase C3S est instable et elle n’est obtenue que grâce à une trempe rapide du clinker à la sortie du four.
o La Bélite (silicate bicalcique) C2S
Connue sous le nom de silicate bi-calcique, sa teneur massique varie entre
15 à 30% dans un ciment Portland. Il existe quatre variétés allotropiques de ce composé : α, ά, β et γ.
La forme cristalline β est la plus stable dans le clinker.
o La Celite (Aluminate tricalcique) C3A
La phase aluminate est formée par l’aluminate tricalcique C3A (Ca3Al2O6). Sa teneur massique varie de 10% à 15% du clinker Portland. Elle se forme à une température de 800 °C à partir d’aluminate monocalcique (CaAl2O4) par un ajout continu de chaux (WESSLSKY et JENSEN, 2009).
La phase aluminate peut contenir plusieurs oxydes en impuretés, en particulier des oxydes alcalins tels que Na2O et K2O, mais aussi MgO, Fe2O3, SiO2, TiO2, Cr2O3 et ZnO qui provoquent la modification de la symétrie du réseau cristallin de cubique en orthorhombique puis en monoclinique.
L’hydratation du C3A est très importante pour le comportement rhéologique du ciment pendant les premières heures d’hydratation. Cette dernière est influencée par la présence du gypse, car sans sa présence la réaction d’hydratation serait très rapide.
o La Ferrite (Aluminoferrite tétracalcique) (C4AF)
Composée par l’aluminoferrite tricalcique C4AF (Ca4Al2Fe2O10), elle représente de 5 à 15% de la masse du ciment, et sa teneur en fer et en alumine dépend des matières premières.
La phase ferrite peut insérer aussi des ions étrangers, comme le magnésium.
o Les sulfates de calcium
Il existe deux formes naturelles stables de sulfates de calcium :
- Le sulfate de calcium anhydre, ou anhydrite CaSO4 ;
- Le sulfate de calcium dihydrate ou gypse CaSO4.2H2O.
Les sulfates de calcium sont ajoutés au clinker pour retarder la réaction
d’hydratation initiale de l’aluminate tricalcique (la prise).
o Les phases mineures
On peut trouver plusieurs types de phases mineures dans un ciment
Portland, plus souvent :
- La chaux (CaO) et la magnésie libre (MgO)
- Les alcalins (K2O, Na2O)
La composition des clinkers et des ciments peut être évaluée par des ratios calculés ou modules qui tiennent uniquement compte des éléments majeurs. Les plus utilisés sont le facteur de saturation en chaux noté K, le module silicique ou MS et le module aluminoferrique A/F. Ils permettent de préparer et comparer facilement les clinkers. Parmi les formules servant à calculer la teneur en composants cristallins d'après la composition chimique, la formule de BOGUE (1929) donne, À titre d'exemple, pour un clinker normal les relations suivantes :
- C3S : 4.071C – 7.602S – 6.719A – 1.430F
- C2S : 8.602S +5.068A + 1.079F – 3.070C ou 2.868S –
0.754C3S
- C3A : 2.650A – 1.692F
- C4AF : 3.043F
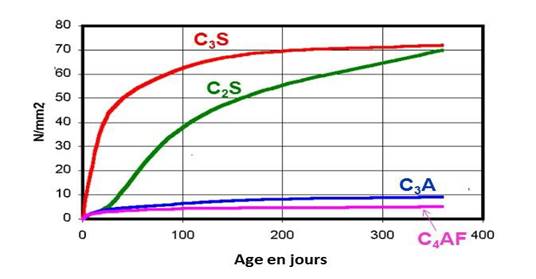 Le silicate tricalcique contribue pour une grande part au durcissement du
ciment. Des variations d'activité hydraulique et
de résistance,
liées à des défauts de structure sont observés aux jeunes âges (fig.12)
Le silicate tricalcique contribue pour une grande part au durcissement du
ciment. Des variations d'activité hydraulique et
de résistance,
liées à des défauts de structure sont observés aux jeunes âges (fig.12)
Fig. 12. Allure des phases cristallochimiques dans la résistance du ciment (WETSHONDO, 2018).
II.2.10. Le clinker
Après cuisson, on obtient le clinker (Fig. 13) composé de :
o Carbonate (CaCO3) fourni par le Calcaire
o Silice (SiO2), Oxyde de fer (Fe2O3), Alumine (Al2O3) fournis par
l’Argile

Fig. 13. Le clinker (BAOFIZA, 2010).
Puisque le Clinker est un produit de synthèse, il constitue ainsi une roche artificielle aux propriétés hydrauliques.
1,52 tonne de cru produit d'une tonne de clinker, les pertes s’expliquent sous la forme d'émissions de CO2 lors de la réaction de calcination (CaCO3 → CaO + CO2).
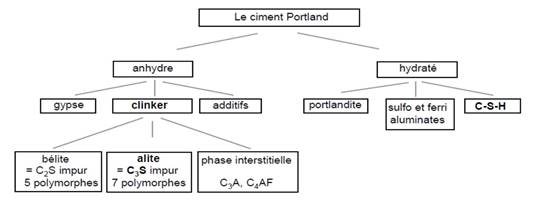
Fig. 14. Les anhydres, les hydrates et les polymorphes du clinker (Signes- Frehel, Maes, Haehnel, 1996).
II.2.11. Dosage
Après refroidissement et Stockage du Clinker, Commence la ligne de fabrication du Ciment par le dosage.
Le ciment se fabrique en passant dans un broyeur microniseur le mélange suivant : 5 à 95 % du clinker + <5% du gypse + de 0 à 95% d’éventuels ajouts
On appel ajout tout corps autre que le clinker et gypse entrant en composition avec ses derniers pour augmenter les caractéristiques de résistance au liant, ces ajouts sont :
o Les laitiers granulés des hauts fourneaux
o Les cendres volantes siliceuses o Les cendres volantes calciques o Les pouzzolanes
o Schiste calciné
o La fumée de silice
o Les dérivés du calcaire (en fonction du taux de carbone
Organique)
II.2.12. La Chimie des Cimentiers
La chimie du ciment se construit essentiellement à partir des 4 oxydes majeurs présents dans les matières premières, et qui vont former les silicates et les aluminates de calcium du clinker :
o CaO = C o SiO2 = S o Al2O3 = A o Fe2O3 = F
C'est-à-dire que si on a
(CaO)3SiO2 sera noté C3S (silicate tricalcique) ou (alite) (CaO)2SiO2 sera noté C2S (silicate bicalcique) ou (bélite) (CaO)3Al2O3 sera noté C3A (aluminate tricalcique) (CaO)4Al2O3Fe2O3 sera noté C4AF (alumino-ferrite tétracalcique)
Un ciment portland peut donc avoir comme composition chimique
(Tableau 3) :
Tableau 3. Composition chimique du ciment portland (RANAIVONIARIVO,
2018)
|
|
FORMULE COMPLETE |
FORMULE ABREGEE |
APPELLATION COURANTE |
|
|
Constituants chimiques |
H2O CaO SiO2 Al2O3 |
H C S A |
Eau Chaux Silice Alumine |
|
|
|
Fe2O3 Na2O – K2O MgO |
F N – K M |
Oxyde ferrique Alcalis Magnésie |
|
|
CaSO4 CaSO4.2H2O |
CS CSH2 |
Anhydride Gypse |
Sulfate de calcium |
|
|
Constituants hydrauliques |
3CaO.Al2O3
4CaO.Al2O3.Fe2O3 |
C3A C4AF |
Aluminate tricalcique Alumino- ferrite tetracalcique |
Silicates de calcium |
|
3CaO.SiO2
2CaO.SiO2 |
C3S C2S |
Silicate tricalcique Silicate bicalcique |
|
|
|
Constituants hydrates |
3CaO.2SiO2.3H2O |
C3S2H3 |
Silicates de calcium hydratés (tobermorite) |
|
|
4CaO.Al2O3.13H2O 3CaO.Al2O3.6H2O |
C4AH13 C3AH6 |
Aluminates de calcium hydrates |
||
|
3CaO.Al2O3.3CaSO4 .31H2O |
C3ACS3H31 |
Sulfoaluminate de calcium hydrate (ettringite) |
||
|
Ca(OH)2 |
- |
Chaux hydratée (portlandite) |
||
II.2.13. Propriétés du ciment [CILU]
- La finesse
- La consistance normalisée
- La prise
- La stabilité
II.2.14. Caractéristiques des ciments NF EN 196-1
Un ciment est caractérisé par un certain nombre de critères mesurés de façon conventionnelle, soit sur la poudre, soit sur la pâte pure, soit sur un mortier normal (mélanges normalisés de ciment, sable et eau définie par la norme NF EN 196-1. Ces critères constituent les caractéristiques du ciment. Elles sont d’ordre chimique, minéralogique, physique et mécanique.
II.2.14.1. Caractéristiques chimiques et minéralogiques
A. Composition chimique élémentaire
Elle renseigne sur les différents éléments chimiques présents dans le ciment. Les éléments sont déterminés sous forme d’oxydes (et sous forme d’ions pour quelques rares exceptions).
On distingue :
o Les quatre oxydes principaux : CaO, SiO2, Al2O3 et Fe2O3;
o Les éléments secondaires : MgO, SO3, Na2O, K2O, Cl-,…
Elle est la base de calcul de la composition minéralogique.
o Hydraulicité
C’est une grandeur qui permet d’évaluer le caractère hydraulique d’un liant. Elle est définie par l’indice d’hydraulicité i :
![]() 𝑖 = SiO2 + Al2O3
+
Fe2O3
𝑖 = SiO2 + Al2O3
+
Fe2O3
CaO+MgO
L’indice d’hydraulicité représente le rapport entre les constituants acides et
celles des constituants basiques du liant.
o Chaux de saturation
C’est la quantité maximale de chaux qui peut être fixée par les constituants
acides (SiO2, Al2O3 et Fe2O3) contenus dans le mélange.
On a l’expression de la chaux de saturation :
CaOsat = 2,80 SiO2 +1,65 Al2O3 + 0,35 Fe2O3 (mélange normal) ;
CaOsat = 2,80 SiO2 +1,10 Al2O3 + 0,70 Fe2O3 (mélange riche en oxyde de fer) ;
o Modules et valeurs requises
Tout ciment est caractérisé par trois grandeurs :
- Le module de chaux MC ;
- Le module de silice MS ;
- Le module d’alumine ou module oxydique MA.
Ce sont des valeurs requises, en rapport avec la composition minéralogique et les performances mécaniques attendus du ciment.
o Module de chaux MC
C’est le rapport exprimé en pourcentage de la teneur en chaux du mélange
sur la chaux de saturation.
![]() 𝑀𝐶 = CaO CaOsat
𝑀𝐶 = CaO CaOsat
𝑥100
MC varie de 92 à 103 pour l’ensemble des ciments, et de 95 à 98 pour les
ciments Portland courants.
Si MC = 100, le mélange contient exactement la quantité de chaux qui peut être fixée par SiO2, Al2O3 et Fe2O3 contenus dans le mélange.
Si MC > 100, il existe forcement de la chaux libre non combinée dans le mélange ; tout le C2S produit intermédiairement est transformé en C3S.
Si MC< 100, le ciment contient à la fois du C2S et du C3S.
Pour un ciment ou un clinker, c’est la chaux effectivement combinée qui
intervient dans le calcul de MC.
o Module de silice MS
Il renseigne sur la quantité de silicates et celles d’aluminates contenus dans le
ciment ou le clinker
![]() 𝑀𝑆 = SiO2
𝑀𝑆 = SiO2
Al2O3 + Fe2O3
MS varie de 1,6 à 3,4 pour les ciments en général, et de 2,2 à 2,5 pour les ciments Portland courants.
o Module d’alumine MA
Ce module caractérise la nature de la masse interstitielle du clinker,
contenant la presque totalité des oxydes d’aluminium et de fer.
𝑀𝐴 =
Al2O3
![]() Fe2O3
Fe2O3
Si MA < 0,638, le ciment contient du C2F au lieu de C3A, on dit que le mélange est « riche en fer »
Si MA > 0,638, le ciment est normal et contient du C3A.
Les ciments sans C3A présentent une grande résistance chimique aux
sulfates, ainsi qu’une faible chaleur d’hydratation.
MA varie en général de 1,2 à 2,5 et de 1,5 à 2 pour les ciments Portland courants.
B. Composition minéralogique – Formule de BOGUE
a. Définition
La composition minéralogique d’un ciment est l’ensemble des teneurs en constituants principaux (C3S, C2S, C4AF, et C3A ou C2F), ainsi que celles d’autres constituants du clinker de moindre importance, et celles des composés introduits volontairement (constituants principaux, constituants secondaires et régulateurs de prise) ou accidentellement dans le ciment.
La composition minéralogique est déterminante sur les propriétés hydrauliques et mécaniques des ciments, et par conséquent, sur leur mode d’utilisation.
La composition minéralogique peut être déterminée par l’association de
quelques méthodes physiques de caractérisation :
o Microscopie électronique (MEB),
o Diffraction des rayons X (DRX),
o Spectrométrie infra rouge (SIR),
o Analyse thermique différentielle,
Elle peut être déduite de la composition chimique en utilisant la « formule de BOGUE ». Dans ce cas elle est dénommée composition minéralogique potentielle.
b. Formule de BOGUE
o Quantité insuffisante de chaux : MC ≤ 90
Système C3S- C3A – C5A3 – C4AF (C2S ne peut pas se transformer en C3S) C2S = 2,87 SiO2
C3A = 3,61 CaO – 6,74 SiO2 – 3,81 Al2O3 – 2,96 Fe2O3
C5A3 = 4,88 SiO2 + 4,31 Al2O3 + 0,92 Fe2O3 – 2,61 CaO C4AF = 3,04 Fe2O3
o Quantité suffisante de chaux mais sans excès : 90 <MC≤ 100 ;
MA> 0,638
Système C3S - C2S - C3A - C4AF (théoriquement, il n’y a pas de chaux libre)
C3S = 4,07 CaO – 7,61 SiO2 – 6,72 Al2O3 – 1,43 Fe2O3
C2S = 2,87 SiO2 – 0,75 C3S
C3A = 2,65 Al2O3 – 1,69 Fe2O3
C4AF = 3,04 Fe2O3
o Excès de chaux : MC> 100 ; MA>0,638
Système CaO – C3S – C3A – C4AF (Théoriquement tout C2S est transformé en
C3S, et il y a existence de chaux libre) C3S = 3,80 SiO2
C3A = 2,65 Al2O3 – 1,69 Fe2O3
C4AF = 3,04 Fe2O3
CaOlibre = CaO - CaOsat
o Quantité suffisante de chaux mais excès en oxyde de fer : 90
<MC≤ 100 et MA<0,638 : « Mélange riche en fer »
Système C3S – C2S – C2F – C4AF (Théoriquement, il n’y a pas de chaux libre).
C3S = 4,07 CaO – 7,61 SiO2– 4,48 Al2O3 – 2,86 Fe2O3
C2S = 2,87 SiO2– 0,75 C3S
C2F = 1,70 Fe2O3– 2,67 Al2O3
C4AF = 4,77 Al2O3
Gilles BERARD – BERGERY propose une composition minéralogique moyenne
(Tableau 4) pour les ciments Portland.
Tableau 4. Composition minéralogique moyenne des ciments (en %
massique) ciments Portland (BERARD – BERGERY, 1993).
|
Constituants |
C3S |
C2S |
C3A |
C4AF |
|
Teneur |
60 |
15 |
8 |
8 |
c. Chaux libre
Le suivi de la quantité de chaux libre contenue dans le clinker ou le ciment est très important car il renseigne sur le degré de cuisson du produit. La chaux libre ou chaux non combinée est en relation étroite avec les qualités d’un ciment (performances mécaniques, expansion, poids au litre…). En général, la quantité maximale de chaux libre acceptable est de 2%.
La chaux qui intervient dans la formule de Bogue et dans le calcul de MC est celle dont on a déduit la chaux libre et celle apportée par le régulateur de prise.
![]() 𝑀𝐶 = CaOcomb 𝑥100
𝑀𝐶 = CaOcomb 𝑥100
CaOsat
CaOcomb : Chaux combinée
o Pour un clinker : CaOcomb = CaOtot - CaOlibre
o Pour un ciment : CaOcomb = CaOtot - CaOlibre – 0.7 SO3
II.2.14.2. Caractéristiques physiques a. Couleur
Elle varie avec la composition chimique des matières premières (particulièrement la teneur en oxyde de fer) et la nature des combustibles utilisés pour la fabrication du clinker.
Généralement, elle est grise (à cause des cendres des combustibles), mais il existe toute une gamme de colorise et particulièrement les ciments blancs obtenus par l’utilisation des matières premières pures et de combustibles fluides.
b. Finesse de mouture (NF EN 196-6)
Elle est caractérisée par la surface spécifique ou surface développée totale de tous grains contenus dans un gramme de ciment. La notion la plus utilisée est la surface spécifique de BLAINE notée SSB. Elle s’exprime en cm2/g. Suivant le type de ciment, cette grandeur est généralement comprise entre
2800 et 5000 cm2/g.
c. Densités
o Masse volumique apparente
Appelée aussi « poids au litre du ciment », elle représente la masse de la poudre par unité de volume (vides entre les éléments inclus). Elle est de l’ordre de 1000kg/m3 en moyenne.
o Masse volumique absolue ou masse spécifique
Elle représente la masse de tous les grains de solides contenus dans une unité de volume (vide entre les éléments exclus). Il varie de 2,9 à 3,15 kg/l suivant le type de ciment. Un ciment de faible poids spécifiques (d< 2,9) indique une forte concentration en produits d’addition ou une mauvaise cuisson pour son clinker.
d. Début de prise (NF EN 196-3)
C’est le temps au bout duquel le ciment commence à faire prise. Le temps
de début de prise est déterminé par l’instant où l’aiguille de VICAT de 1 mm2
de section ne s’enfonce plus jusqu’au fond d’une pastille de pâte pure de
ciment.
Suivant les types de ciment, le temps de début de prise doit être supérieur à
45 minutes ou 1 heure.
e. Expansion (NF EN 196 - 3)
C’est un phénomène qui se passe au cours de la prise et le durcissement du ciment par une augmentation de volume due à un excès de sulfates, de chaux libre ou de magnésie.
Il permet de s’assurer de la stabilité du ciment. L’expansion ne doit pas dépasser 10 mm sur pâte pure pour tous les ciments (NF EN 196 – 1).
f. Retrait (NF P 15 433)
C’est une diminution de volume pendant le durcissement qui est due à un départ d’une partie de l’eau de gâchage par évaporation. La mesure est effectuée sur éprouvette prismatique de « mortier normal » 4x4x16 cm3. Le retrait est limité à 0,8 mm/m ou à 1 mm/m suivant le type de ciment.
g. Eau de consistance normale
Elle caractérise la quantité d’eau utile pour obtenir une consistance normale
pour un mortier normal (NF EN 196-1).
II.2.14.3. Caractéristiques mécaniques
Elles sont définies par la capacité d’un matériau à résister à toute sollicitation extérieure impliquant une force. La plus importante pour les ciments est la résistance à la compression simple.
Quelque fois, il y a lieu de déterminer la résistance à la traction par flexion à l’usure. Conforment à la norme NF EN 196-1, la classe de résistance d’un ciment est définie par la valeur minimale de la résistance à la compression simple du mortier normal à 28 jours d’âge et exprimée en MPa.
La classe vrai d’un ciment, notée FCE est la résistance moyenne effective mesurée expérimentalement (avant utilisation d’un nouveau lot).
II.2.15. Classification et spécification des ciments
Dans les normes actuelles, les ciments portland sont classifiés en fonction :
- Du type de ciment ;
- De la classe de résistance ;
- De la norme EN 197(4) se substituant officiellement à l’ancienne norme depuis le 01 er janvier 1995 qui tient compte des constituants entrant en jeux dans la composition du ciment. Selon cette norme (Tableau 5) nous avons 5 grandes catégories des ciments :
Tableau 5. Type de ciments et domaines d’application selon EN
197-1 (4)
|
Types de ciment |
Notation |
% de clinker |
% Autres Composants |
Principales utilisations |
|
Ciment portland |
CPA-CEM I |
Minimum 95% |
Maximum 5% de gypse |
Béton armé |
|
Ciment portland composé |
CPJ-CEM II/A CPJ-CEM II/B |
65 à 79%
80 à 94% |
Max. 35% de cendres volantes, pouzzolanes, fumées de silice, laitiers |
Travaux de dallages, route… |
|
Ciment de haut fourneau |
CHF-CEM III/A CFH-CEM III/B
CLK-CEM III/C |
35 à 64%
20 à 34%
5 à 19% |
De 35 à 85% de laitier de haut fourneau
81 à 95% de laitier de haut fourneau |
Conviennent aux travaux soumis à une trop forte augmentation de la chaleur : travaux hydrauliques souterrains, ouvrages massifs, travaux en eaux agressives. |
|
Ciment pouzzolanique |
CPZ-CEM IV/A
CPZ-CEM IV/B |
65 à 90%
45 à 64% |
10 à 35% de pouzzolane naturelle
36 à 55% de pouzzolane naturelle |
|
Ciment aux laitiers et aux cendres |
CLC-CEM V/A
CLC-CEM V/B |
40 à 64%
20 à 39% |
18 à 30 % laitier, et 18 à 30% de pouzzolane ou cendres volantes ;
31 à 50% laitier et 31 à 50% cendre volante ou pouzzolane |
|
Trois classes de résistances de ciments sont définies à ce jour :
- Classe 32.5
- Classe 42.5
- Classe 52.5
Pour toutes les classes de résistances (Tableau 6), il existe des ciments à temps de prise normal ou ciment N et des ciments à temps de prise rapide dits ciments R.
Classe de
Tableau 6. Classes de résistance (EN 197-1 (4)
Résistance à la compression en Mpa Temps
Stabilité
Résistance
À court terme Courante
2jours 7 jours 28 jours
de prise
(min)
(mm)
32.5N - ≥16.0 ≥32.5 ≤52.5 ≥75
32.5R ≥10.0 -
42.5N ≥10.0 - ≥42.5 ≤62.5 ≥60
42.5R ≥20.0 -
52.5N ≥20.0 -
≤10
52.5 R ≥30.0 -
≥52.2 - ≥45
![]() II.2.16. Hydratation des ciments
II.2.16. Hydratation des ciments
Pendant l’hydratation, les constituants anhydres se transforment en composés
hydratés.
Deux mécanismes d’hydratation peuvent être observés :
- Le premier se passe en solution, les composés cimentaires se dissolvent en ions dans la solution et de nouveaux composés se forment par précipitation.
- Le second correspond à des réactions d’hydratation.
À la fin de l’hydratation du ciment, les principaux hydrates obtenus sont :
- Le silicate de calcium hydraté ou CSH, généralement amorphes dont le ratio Ca/Si varie. Ils constituent 60 à 70% en masse de la pâte du ciment hydraté.
- L’hydroxyde de Calcium ou Portlandite (CaOH2), représente 20 à 30%
en masse d’une pâte de ciment hydraté.
- Les Sulfo-aluminates de calcium, l’Ettringite et le monosulfate
constituent 5 à 15% de la masse totale.
II.2.17. Conséquence de l’hydratation
L’hydratation du ciment s’accompagne de plusieurs phénomènes
chronologiques que nous présentons ci-dessous :
a. Exotherme des réactions d’hydratation
Les réactions d’hydratation sont exothermiques. De plus, le dégagement de chaleur est accéléré par la thermo activation de la prise. Après la prise, la dissipation, la dissipation de cette chaleur ralentit et le matériau cimentaire se refroidit en fonction de son épaisseur, de son isolation et de la température extérieure.
Le devenu rigide du matériau cimentaire connait une contraction appelée retrait thermique, dû à ce refroidissement.
b. Le retrait endogène
Le retrait endogène comprend 2 phénomènes à savoir : l’un chimique
(retrait chimique) et l’autre physique (retrait d’autodessication).
Le retrait endogène d’origine chimique a été découvert par Le Chatelier en
1900 et porte aujourd’hui son nom : « Contraction de Le Chatelier ».
Le Chatelier a montré que lors de l’hydratation, le volume des hydrates
formés est plus petit que le volume initial d’eau et de ciment.
Ce phénomène se produit pendant la prise et provoque la diminution de volume comprise entre 8 et 10% de la somme des volumes initiaux du ciment et d’eau.
Il faut noter que la contraction Le Chatelier ne dépend pas du rapport E/C. le retrait endogène dû à l’autodessication est une conséquence du retrait chimique.
Il est défini comme la contraction volumique de la pâte de ciment sans
échange d’humidité avec le milieu extérieur en conditions isothermes.
II.3. LA POUZZOLANICITE
II.3.1. La Pouzzolane dans les temps
Les grecs et les romains avaient remarqué que les matériaux issus des activités volcaniques, une fois moulus et mélangés avec de la chaux, donnaient un mortier avec plus de résistance mécanique et une bonne tenue à l’action de l’eau. Ils employaient les tufs volcaniques à l’Ile de Santorin. Les Romains eux aussi utilisaient des tufs volcaniques de la région de Naples.
Plus tard, les romains ont eu une préférence pour un type de roche se trouvant aux environs de la Ville de Pouzzolini d’où le nom Pouzzolane sous lequel était alors connu tout matériau ayant des propriétés similaires.
Cette dénomination a donc évolué depuis des temps, et s’applique à un grand nombre de matériaux, de natures diverses, selon la classification donnée par l’organigramme de la fig. 15.
La poudre de tuile ou de brique mélangée avec de la chaux en présence de l’eau produit le même effet/Les poudres de la terre cuite fabriquées spécialement pour cet usage sont aujourd’hui appelées Pouzzolane artificielle.
II.3.2. Organigramme
L’origine des matériaux pouzzolaniques est présentée sur l’organigramme ci- après (Fig. 15)
Minéraux actifs
Pierre ponce
Schiste argileux
![]() Fig.
15. Origine des matériaux Pouzzolaniques (MEATF, 1978)
Fig.
15. Origine des matériaux Pouzzolaniques (MEATF, 1978)
II.3.3. Matériaux à propriété Pouzzolanique
II.3.3.1. Définition
Une pouzzolane au sens large est toute substance n’ayant que peu ou pas de propriétés liantes en elle-même, mais une fois mélangée à l’eau et à la chaux, à température ambiante, donne des composés à propriétés liantes. Une Pouzzolane est, au sens strict, un matériau pyroclastique dû aux projections des éruptions volcaniques basaltique (JACQUES, 1965).
Les Pouzzolanes sont composées essentiellement de la silice (SiO2) et
d’alumine (Al2O3).
La partie restante contient des oxydes de fer et d’autres oxydes ainsi qu’un pourcentage de chaux (CaO). Les Pouzzolanes sont essentiellement rouges ou noires, avec toutes les teintes intermédiaires, exceptionnellement grises.
Les pouzzolanes les plus acides contenant beaucoup plus de silice et peu de chaux, sont en général les plus vitreuses.
La différence SiO2-CaO doit être supérieure à 34% pour que la teneur en verre soit appréciable.
Les Pouzzolanes peuvent se définir comme tout matériau, n’ayant pas de propriétés liantes en soi, mais qui, se combinant avec de la chaux, à température ordinaire, et en présence de l’eau, donnent des composés insolubles possédant des propriétés liantes.
Selon la norme ASTM sur les ciments (désignation C340-58T), la définition est presque la même.
La Pouzzolane se définit comme étant un matériau siliceux ou silicoalumineux, qui ne possède pas des propriétés liantes, mais qui sous forme de poudre très fine et en présence d’humidité, réagit chimiquement avec l’hydroxyde de calcium Ca(OH)2 à température ordinaire pour former des composés possédant des propriétés liantes.
Les 2 dernières définitions attirent particulièrement l’attention sur le fait que la Pouzzolane est essentiellement définie en fonction de son emploi comme matériau liant et non la nature originale du matériau lui-même, puisque, les phénomènes responsables du durcissement du mélange pouzzolane + chaux du point de vue chimique et physique ne sont pas considérés.
II.3.3.2. Types de Pouzzolanes
Tel qu’élucidé sur la figure 15, les matériaux pouzzolaniques sont scindés en 2 grandes familles d’après leurs genèses : les matériaux naturels et les matériaux artificiels (MEATF, 1978).
a. Pouzzolanes naturelles
Les pouzzolanes naturelles sont des matériaux d’origine naturelle qui peuvent avoir été calcinées dans un four ou transformées, puis broyées pour obtenir une fine poudre.
Elles existent sous forme de :
o Verres volcaniques
o Tufs volcaniques
o Produits Pyroclastiques
b. Pouzzolanes artificielles
Les pouzzolanes artificielles sont toute matière essentiellement composée de silice ; d’alumine et d’oxyde de fer ayant subi un traitement thermique pour
lui assurer des propriétés pouzzolaniques. Elles sont des déchets des différentes industries telles que les cendres volantes des centrales thermiques et la fumée de silice, qui renferment une quantité importante de silice et d’alumine réactives.
Parmi ces matériaux citons : les cendres volantes, les laitiers granulés de haut fourneau, les argiles calcinées et les fumées de silice.
II.3.4. L’activité pouzzolanique
L’activité pouzzolanique c’est l’aptitude d’un matériau à fixer l’hydroxyde de calcium (chaux hydratée) et à faire prise sous l’eau à des températures ordinaires et en un temps raisonnable. Cette aptitude est dite Pouzzolanicité. Cette valeur intrinsèque se constate à des degrés variables pour des matériaux riches en silice, qu’ils soient d’origine naturelles (diatomites, cendres volcaniques…) ou artificielles (Cendres volantes, fumées de silice, argile calcinée…) (JACQUES, 1965).
L’activité pouzzolanique se caractérise par deux aspects distincts :
o La quantité totale d’hydroxyde de calcium qu’une pouzzolane est
capable de fixer ;
o La rapidité de fixation de l’hydroxyde de calcium par la pouzzolane.
L’influence de la silice et de l’alumine ne peut pas être négligée ; la silice participe dans la fixation de la chaux et l’alumine augmente la résistance mécanique du matériau à court terme.
En réagissant avec l’hydroxyde des calciums, la pouzzolane donne des « Hydrates » qui durcissent en présence de l’eau à température ambiante. Néanmoins, lors de cette substitution, deux cas peuvent se poser :
1. Cas de l’excès en hydroxyde de calcium (solution à calcium élevé et pH constant) ;
- Les ions atteignent la saturation beaucoup plus rapidement que les hydrates ;
- La vitesse de précipitation des hydrates est supérieure à celle de la dissolution de la pouzzolane. Les hydrates précipitent sur la pouzzolane de la solution et conduit à un blocage cinétique de la réaction si cette couche n’est pas éliminée.
2. Cas de l’excès en pouzzolane (Solution insaturée et pH faible) Nous obtenons une solution insaturée et donc un pH faible ce qui entraîne un blocage dans la dissolution de la Pouzzolane.
Or, la dissolution de la Pouzzolane engendre la consommation des ions hydroxydes et des ions calcium.
II.3.5. Réaction Pouzzolanique
Les pouzzolanes naturelles contiennent de 60-85% de silice (SiO2) d’alumine
(Al2O3) et d’oxyde de fer (Fe2O3) (BESSENOUCCI, 2010).
En présence d’eau et de chaux, à des températures ordinaires, comme mentionné par la norme ASTM C125-07, elles vont former des silicates de calcium hydratés, semblables à ceux produits par l’hydratation du silicate tricalcique (C3S) (C3A. SiO2), composé principal du ciment portland. Les réactions pouzzolaniques et hydrauliques peuvent s’écrire globalement comme suit :
o CaO + SiO2 + H2O ----> CSH (Réaction pouzzolanique)
o 3 CaO.SiO2 + H2O ----> SCH + Ca (OH)2
(Réaction d’hydratation du ciment portland).
Nous remarquons donc que la réaction pouzzolanique consomme de l’hydroxyde calcium ou « Portlandite », Ca(OH)2, contrairement à l’hydratation du clinker qui en libère.
Massaza a montré que la réaction pouzzolanique ne se produit que lorsque la silice et l’alumine sont constitutives de « Phases vitreuses » ou « amorphes », à la seule exception des zéolites qui sont des minéraux cristallisés.
II.3.6. Produits de la réaction pouzzolanique
MALGUORI, dès 1960 avait compilé des nombreux résultats d’études menées
sur les produits de la réaction. Il recensait :
o Silicate de calcium hydraté (CSH) ;
o Aluminate tetracalcique hydraté (C4 AH13) et sous certaines conditions ;
o Ettringite (3CaO.Al2O3.3SO4 Ca.32H2O;
o Monosulfo – aluminate (3CaO.Al2O3.CaS04. Al2 H2O).
Compte tenu du fait que la réaction pouzzolanique consomme de l’hydroxyde de calcium, les méthodes chimiques généralement utilisées pour évaluer l’activité pouzzolanique d’un matériau consiste à déterminer la
quantité de chaux fixée par ce matériau après un certain temps, ou à déterminer le taux de silice ou d’alumine (active) solubilisé par un traitement approprié.
De manière générale, les paramètres influençant les réactions pouzzolaniques sont la nature des phases actives et leur proportion :
o La teneur en SiO2 ;
o Le rapport chaux/pouzzolane dans le mélange ;
o La durée de cure ;
o La finesse de la pouzzolane ; o Le rapport E/C du mélange ; o La température.
II.3.7. Condition de pouzzolanicité et indice de pouzzolanicité
Trois paramètres principaux conditionnent la réactivité des matériaux :
o Sa composition chimique (silice, chaux, alumine),
o Son degré de vitrosité,
o Son activité pouzzolanique.
Selon la norme ASTM C618 89, les matériaux pouzzolaniques vérifient :
o % SiO2 + %Al2O3 + %Fe2O >70% (ASTM C 618)
o Teneur en verre %SiO2 – %CaO <34%
o Indice d’activité 0.67 < I < 1 ;
Détermination de l’activité pouzzolanique (méthode directe/méthode
indirecte)
Méthode indirecte par Mesure mécanique.
C’est le rapport des résistances à la compression des mortiers fait avec ajout de pouzzolanes (25%) sur ceux sans ajout à l’âge de 28 jours.
Selon la norme française NFP 18 310, la composition des pouzzolanes naturelles doit être conforme au tableau 7 ci-dessous :
Tableau 7. La composition des pouzzolanes naturelles
|
SiO2 |
Al2O3 |
Fe2O3 |
CaO |
MgO |
Ip |
|
42-55% |
12-24% |
8-20% |
4-11% |
1-10% |
>=75% |
Indice d’activité I
R (mortier75%ciment - 25%addition)
I = ç = C 28 j ÷
et 0.67 < I < 1
æ
28 ç
è
RC 28 j
ö
ø
(mortier100%Ciment) ÷
I : indice de pouzzolanicité ou indice d’activité pouzzolanique est un rapport entre la résistance à la compression d’un mortier contenant des proportions de pouzzolane naturelle de 28 jours et un mortier témoin de qualité ordinaire de même âge.
II.3.8. Effet de la pouzzolane
La pouzzolane confère aux bétons les propriétés suivantes :
o A l’état frais
Les pouzzolanes améliorent l’ouvrabilité, la plasticité, la rétention d’eau et une bonne homogénéité couplée à une réduction de la tendance au ressuage. Elles réduisent la chaleur d’hydratation, cet effet se traduit par une réduction sensible de la fissuration.
o A l’état durci
Les pouzzolanes améliorent la cohésion interne ainsi qu’une augmentation de compacité de la pâte de ciment. La réduction de porosité qui en découle pour toute la matrice ciment se traduit par une série d’effets favorables :
- Accroissement de la résistance finale ;
- Légère diminution du retrait et fluage ;
- Réduction de la perméabilité à l’eau jusqu’à des valeurs d’étanchéité ;
- Amélioration de la résistance aux sulfates, aux chlorures et à d’autres types d’agressions chimiques ;
- Protection des armatures contre la corrosion ;
- Une réduction générale de la teneur en hydroxyde de calcium dans le béton avec deux conséquences bénéfiques ;
- Une réduction notable du risque d’apparition d’efflorescence de
chaux sur les faces exposées du béton ;
- Une très nette amélioration de la résistance du béton aux eaux douces
;
Les ciments pouzzolaniques trouvent encore un domaine d’application beaucoup plus important dans la construction des ouvrages hydrauliques (barrages, batardeaux, ponts…)
En effet, pour limiter l’échauffement lors de la prise du béton, il est recommandé d’utiliser un ciment à faible dégagement de chaleur tels que les ciments pouzzolaniques et/ou les ciments au laitier des hauts fourneaux.
Une des caractéristiques de ces ciments est que « la prise s’effectue plus lentement » que pour un ciment usuel, ce qui retarde par conséquent le décoffrage.
En outre, les résistances à la compression à 90 jours sont sensiblement basses. Par contre la maturation du béton continue à évoluer et les résistances finales sont beaucoup plus satisfaisantes.
L’échauffement plus lent rend plus efficace les mesures de refroidissements artificiels, et les températures maximales observées sont lus basses qu’avec des ciments usuels.
Un des autres avantages est que la maturation du béton est lente, le retrait
s’effectue sur un béton peu déformable et la fissuration est réduite au mieux.
Chapitre III. RESULTATS D’ANALYSES ET ESSAIS AU LABORATOIRE III.1. Matériaux de substitution du clinker
Théoriquement, un ciment portland est essentiellement composé du clinker et du sulfate de calcium. Industriellement et pour économie d’énergie, une partie de clinker peut être remplacée par des additions minérales comme les laitiers de haut fourneau, les cendres volantes, les pouzzolanes (naturelles) et les fillers.
Comme l’idéal est de retrouver un solide offrant presque les mêmes propriétés structurales et cristallographiques, la maitrise du polymorphisme dans les phases minéralogiques s’impose. Le matériau, sur le plan de sa minéralogie, doit absolument renfermer les quatre principales phases minéralogiques du clinker mais aussi sur le plan de sa composition élémentaire, ce matériau doit avoir un apport en chaux CaO pour compenser tant soit peu, la chaux partie avec le clinker substitué. Au-delà de tout cela, le matériau se doit de présenter une réactivité chimique.
Ainsi, dans l’optique de contribuer à la réduction des émissions du dioxyde de carbone dans la production du clinker-Portland, sur l’axe des matières premières, nous proposons la substitution partielle du clinker par des matériaux locaux trouvables dans l’Est de la République Démocratique du Congo.
Et en particulier, nous optons pour les matériaux dont les formations géologiques parents sont pourvues d’une réactivité hydraulique en présence de la chaux (la réactivité pouzzolanique)
D’où la nécessite de procéder à des radio-analyses avec les rayonnements- X au moyen de la :
1. Diffraction-X sur poudre pour une cristallochimie,
2. Fluorescence-X sur Perle et Pastille pour la composition élémentaire.
Parce qu’il est clairement possible que la nature d’un polymorphe puisse avoir une influence sur les propriétés d’un solide, ici nous disons la réactivité chimique du ciment.
Il s’agira pour nous de déterminer par la diffraction des rayons X, la nature et la proportion du ou des polymorphes présents dans notre matériau de substitution.
Les phases minéralogiques étant mélangées dans une roche on devrait
s’appuyer sur la disposition récente d’ordinateurs puissants et sur des
programmes efficaces permettant l’utilisation de la diffraction des rayons X
comme outil d’analyse dans les mélanges de phases.
D’après l’étude de KAMATE 2018, la description minéralogique des laves de
2016, 2002 et 1977 renseignent que la roche du volcan Nyiragongo renferme un taux assez élevé d’alcalis (Na2O et K2O), un peu au-dessus de 10%, taux demandant beaucoup de préalables pour utiliser cette roche comme substitut du clinker-Portland.
C’est ainsi qu’il nous a été plausible d’opérer notre choix sur une roche volcanique, le Basalte, que nous avons échantillonné à Goma, dans la province du Nord-Kivu (Fig.16) .

Fig. 16. Cartographie de stations.
Le tableau 8 présente les coordonnées (La longitude, La latitude et
l’Altitude) de chaque stations.
Tableau 8. Coordonnées géographiques de différentes Stations
|
Station |
Longitude |
Latitude |
Altitude |
|
1 |
29° 13’ 33,03’’ |
1° 39’ 28,85’’ |
1550 m |
|
2 |
29° 13’ 45,31’’ |
1° 39’ 12,98’’ |
1552 m |
|
3 |
29° 13’ 27,14’’ |
1° 39’ 55,46’’ |
1565 m |
|
4 |
29° 13’ 53,82’’ |
1° 38’ 52,35’’ |
1559 m |
|
5 |
29° 14’ 29,18’’ |
1° 38’ 57,10’’ |
1573 m |
|
6 |
29° 14’ 12,32’’ |
1° 38’ 28,13’’ |
1580 m |
|
7 |
29° 14’ 43,91’’ |
1° 38’ 31,40’’ |
1594 m |
|
8 |
29° 14’ 33,43’’ |
1° 38’ 5,70’’ |
1624 m |
Des analyses par diffraction-X, par Fluorescence-X et essais de pouzzolanicité, sur cette roche, ont été des préalables pour la suite de notre étude qui portera sur l’analyse de l’influence de la substitution sur les propriétés des matrices cimentaires (Caractérisation, Performances, Durabilité).
Ces analyses passent par des outils appropriés :
1. Analyse chimique par fluorescence-X ou par Titrimétrie,
2. Calcul et évaluation de la minéralogie par Bogue(Empirique),
3. Évaluation de la Minéralogie par DRX
4. Identification des minéraux par Microscopie.
Dans l’intérêt de trouver un géo-matériau de substitution au clinker, présentant des propriétés similaires au clinker et afin d’atteindre les objectifs que nous nous sommes fixés au commencement de ce travail, les roches volcaniques du Nord-Kivu (Goma), précisément le Basalte était notre axe de choix, compte tenu
o De leur mécanisme de formation ;
o De leur cinétique de refroidissement ;
o De leur caractère pouzzolanique ;
o Des minéraux qu’elles renferment ;
III.2. Analyses et essais sur la roche
III.2.1. la macroscopie
![]() Macroscopiquement, la roche présente une coloration noire, des pores suite à l’échappement de gaz, elle est dense, les minéraux ne sont
pas identifiables.
Macroscopiquement, la roche présente une coloration noire, des pores suite à l’échappement de gaz, elle est dense, les minéraux ne sont
pas identifiables.
Fig. 17. Le basalte
III.2.2. Microscopie
o Lame mince CM
Au microscope la lame (Fig. 18) présente une texture microlitique. Elle est mise en évidence par des baguettes de clinopyroxènes aciculaires de teinte jaunâtre en LPA et incolore en LPNA. Ces baguettes sont mélangées avec des cristaux xénomorphes et des amas informes de néphéline, de teinte blanche ou grise en LPA et incolore en LPNA.
Entre ces néphélines s’observent des cristaux isolés d’olivine, de teinte jaune ou verdâtre en LPA et incolore en LPNA. Ces cristaux d’olivine sont xénomorphes.
La roche renferme aussi des minéraux opaques.
La roche est une Néphélinite à leucite et olivine (basanite).

Fig. 18. Microscopie par lames minces de Basalte.
III.2.3. Essai Los Angeles [EN 1097-2]
Il s’agit d’un essai qui conduit à la mesure des résistances combinées aux chocs et à la détérioration progressive par frottement réciproques des éléments d’un granulat. Ce mode opératoire s’applique aux granulats utilisés pour la construction des chaussées et des bétons hydrauliques.
L’essai Los Angeles (LA) ou résistance à la fragmentation caractérise la résistance au choc d’un granulat. L’échantillon est préparé de façon normée. Mêlé à des corps broyants, il est soumis à un broyage à sec dans un cylindre tournant autour de son axe dans des conditions appropriées (rappelant les broyeurs à boulets (Schéma de l’appareillage et quelques paramètres de mise en œuvre, le tamisât est pesé et le coefficient L.A est déduit par calcul. Un granulat résiste d’autant mieux à la fragmentation par
choc que ce coefficient L.A est faible. L’essai est régi par la norme NF EN
1097-2 (Norme définissant et donnant le mode opératoire de l’essai Los
Angeles).
o Principe de l’essai
L’essai Los-Angeles permet la mesure de proportion pondérale des éléments inférieurs à 1.6mm (Fig. 19) ; cette proportion est produite par la fragmentation du matériau testé suite au choc des boulets normalisés dans un cylindre en 500 rotations durant 15 minutes (Tableau 9).
Les classes sont retenues pour l’essai Los Angeles :
Classe A :LA<30 ; Classe B :30<LA<35 ; Classe C :35<LA<40 ; Classe D :40<LA<50
Tableau 9. Granulats – Essai Los Angeles, 1990, AFNOR, NF P 18-57.
|
Classe granulaires (mm) |
Fractions |
Nombre des boulets |
Poids total de la charge (gr) |
Poids des fractions (gr) |
|
4 – 6.3 |
|
7 |
3080 ± 20 |
5000 ± 2 |
|
6.3 – 10 |
|
9 |
3960 ± 25 |
5000 ± 2 |
|
10 – 14 |
|
11 |
4840 ± 25 |
5000 ± 2 |
|
10 – 25 |
10 – 16 16 – 25 |
11 11 |
4840 ± 25 4840 ± 25 |
3000 2000 |
|
16 – 31.5 |
16 – 25 25 – 31.5 |
12 12 |
5280 ± 25 5280 ± 25 |
2000 3000 |
|
25 – 50 |
25 – 40 40 – 50 |
12 12 |
5280 ± 25 5280 ± 25 |
3000 2000 |
Selon la norme Européenne NF EN 1097-2, le coefficient Los Angeles doit être inférieure à 25 ou 30, pour que le matériau soit utilisé comme granulat en génie-civil et compris entre 30 et 40 (moyen à faible) pour être utilisé comme granulats dans les bâtiments.

![]() Fig. 19.
Essai
Los
Angeles sur concassé
Basalte-Goma au
laboratoire de
Fig. 19.
Essai
Los
Angeles sur concassé
Basalte-Goma au
laboratoire de
Polytechnique-Unikin
Apres avoir effectué l’essai Los Angeles au laboratoire de Polytechnique de l’Université de Kinshasa, le résultat trouvé est présenté dans le tableau 10 ci- après :
Tableau 10. Essai Los Angeles sur concassé Basalte-Goma
|
Essai de Résistance à l’abrasion (LOS ANGELES) |
Laboratoire : Génie- Civil/Polytechnique |
|
Identification de l’échantillon : BASALTE Classe granulaire : 10-25 |
Date : 28 Aout 2020 Opérateur : Mr PATIENCES |
|
Nombre de boulets |
11 |
|
Masse sèche de l’échantillon |
5000 gr |
|
Refus au tamis de 1.6mm |
4129 gr |
|
Tamisât au tamis 1.6mm |
871 gr |
|
Coefficient Los Angeles LA |
17 % |
|
Classe du matériau suite à son LA<30 |
CLASSE A |
III.2.4. Altération des roches magmatiques (volcanique).
Les formations volcaniques peuvent subir des processus de transformations suite aux altérations dont les éléments résultants sont dépendants des conditions climatiques, géomorphologiques et hydrogéologiques de la zone d’études.
Le diagramme Los-Angeles versus Résistance à l’écrasement sous choc peut renseigner sur le degré d’altérabilité d’une roche volcanique.
Lorsque le coefficient los Angeles est au-delà de 38%, la roche commence à s altérer. Si par contre le coefficient Los Angeles est inférieur à 38%, la roche est saine [ISTED,1987].
Notre roche (Basalte de Goma) présente un coefficient Los Angeles de 17% (voir le tableau ci-dessus). Ce qui nous pousse à confirmer, en s’appuyant sur le diagramme de la fig. 20, que la roche est saine.

Fig. 20. Diagramme d’étude d’altérabilité de roche (ISTED,1987)
III.2.5. Essais à la compression uni-axiale (Résistance à la Compression)
Définition et Principe de l’essai
La résistance à la compression sur roche, autrement appelé R-C, est l’effort de compression uni-axial atteint à la rupture complète du matériau puis réduit à l’aire de la surface offerte.
Elle représente la capacité d’un matériau ou d’une structure à supporter les charges qui tendent à l’écraser par compression.
Tout au long de cet essai, l’échantillon se raccourcit et s’élargit. La déformation relative est « négative » en ce sens que la longueur de l’échantillon diminue. La compression génère et amplifie les irrégularités latérales de l’échantillon et, au-delà d’une contrainte se définissant comme un seuil critique, l’échantillon est susceptible de fléchir puis de rompre.
Le tableau 11 donne le degré de la résistances à la compression de quelques roches.
Tableau 11. Résistance des Roches.
|
Description de la résistance |
Résistance à la compression RC (MPa) |
Exemple |
|
Très faible |
1 à 25 |
Craie, Sel |
|
Faible |
25 à 50 |
Charbon, calcaire, schiste |
|
Moyenne |
50 à 100 |
Grès, ardoise, argilites |
|
Forte |
100 à 200 |
Marbre, granite, gneiss |
|
Très forte |
>200 |
Quartzite, basalte |
Dans le cadre de notre étude, au laboratoire de béton de la faculté Polytechnique de l’Université de Kinshasa, quatre échantillons de la roche Basalte (Tableau 12) ont été soumis à l’essai de la résistance à la compression uni-axiale sur carotte.
Tableau 12. Charge de rupture sur différents échantillons de Basalte-Goma au laboratoire Polytechnique-Unikin.
|
Echantillons |
Dimensions Hauteur(cm)/Diamètre(cm) |
Masse (gr) |
Charge de rupture (kN) |
|
1 |
11.2*5.6 |
636 |
750 |
|
2 |
11.2*5.6 |
645 |
750 |
|
3 |
11.2*5.6 |
629 |
680 |
|
4 |
11.2*5.6 |
633 |
720 |
Les résistances à la compression de ces quatre échantillons de roche sont présentées dans le tableau 13.
Tableau 13. Résistance à la compression du Basalte-Goma au laboratoire
Polytechnique-Unikin.
|
Echantillons |
Surface comprimée (cm2) |
Charge (kN) |
RESISTANCE (MPa) |
|
1 |
24.6 |
750 |
305 |
|
2 |
24.6 |
750 |
305 |
|
3 |
24.6 |
680 |
276 |
|
4 |
24.6 |
720 |
293 |
|
Moyenne |
24.6 |
725 |
295 |
III.2.6. Analyse par diffraction aux rayons X (XRD) Généralités sur XRD
La diffraction par un ensemble de microcristaux (poudre) (fig.21) est celle utilisée dans le cadre notre étude.
La poudre cristallisée, ou le polycristal, est composé d'une multitude de petits grains, eux même pouvant comporter maints petits monocristaux (cristallites). Ces cristallites diffractent le faisceau qui leur arrivent de façon cohérente selon la loi de Bragg. Des cônes vont se former et présenter des cercles concentriques appelés anneaux de Debye.
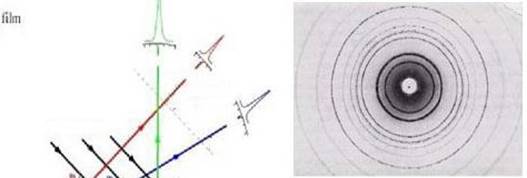
Fig. 21. Diagramme de diffraction d’un échantillon de poudre
Des précautions s’imposent pour préparer l'échantillon afin d’en acquérir
des données en diffraction des rayons X sur poudre beaucoup plus fidèles.
C’est ainsi que trois points semblent importants :
a) La statistique de comptage : dépend de la quantité de matière diffractante, autrement dit au nombre de cristallites en position de
diffraction. Il faut utiliser le plus grand volume possible de poudre pour fiabiliser ce point.
b) La taille des grains : pour éviter le phénomène de micro -absorption, une poudre homogène ayant des grains de petite taille s’imposera. Quand l’échantillon sera moyennement absorbant, des grains de tailles inférieures ou égales à 10μm seront nécessaires.
c) L'orientation des grains
![]() Les informations obtenues en DRX sur poudre portent sur une dimension, la
direction 2*thêta (Fig.22).
Les informations obtenues en DRX sur poudre portent sur une dimension, la
direction 2*thêta (Fig.22).
Fig. 22. Représentation d’un diagramme de poudre constitué de quelques raies (obtenues par Projection des cônes de diffraction).
Il est beaucoup plus avantageux de travailler sur un échantillon de poudre notamment dans le cas d’un échantillon présentant une polymorphie (KENFACK, 2014), tel est le cas du ciment et autres roches.
Dans la diffraction sur monocristal et de poudre, le rayonnement diffracté est aussi porteur des informations sur la nature de la maille, la position des atomes dans une maille et leurs facteurs d’agitation thermique anisotropes (KENFACK, 2014).
Il s’agit d’une technique d’étude qui renseigne sur les structures cristallines
qui forment le matériau analysé.
Elle permet de reconnaitre des produits ayant la même composition chimique brute, mais une forme de cristallisation différente (phénomène de polymorphisme).
Pour le diffractomètre à proton BRUKER (Fig. 23), de la cimenterie de Lukala, l’échantillon est réduit en poudre (80μm) à l’aide du broyeur de marque RETSCH) et est placé dans un diffractomètre à proton qui fournira les informations dans les 16 minutes suivant le début de l’opération. Les phases minéralogiques qui nous avaient intéressé sont celles que renferme le Clinker Portland, à savoir, L’alite, la bélite, la celite et la ferrite. Ces phases se retrouvant naturellement dans le basalte sous d’autres appellations.

Fig. 23. Diffractomètre à protons
La diffraction X permet d’identifier les phases minérales et faut-il encore qu’elles soient bien présentes et bien cristallisées à des teneurs supérieures à deux pourcents (2%) en volume déjà. Les phases anhydres du clinker sont suivies, ainsi que les mêmes phases anhydres dans la roche de substitution.
Selon la théorie, le basalte renferme les principaux minéraux suivant :
o Les plagioclases (50 %)
o Les pyroxènes (25 à 40 %)
o Les olivines (10 à 25 %)
o Les magnétites (2 à 3 %)
III.2.7. Analyse par fluorescence aux rayons X
Notons de prime abord que la spectrométrie des rayons-x a beaucoup
d’applications entre autres :
o Contrôle qualité en industrie,
o Investigation des matériaux pour analyse qualitative et quantitative
o Outil d’appui à la production, a la décision dans la recherche et développement
o Complément à l’analyse par voie chimique et à la microstructurale.
Le développement en progression des spectromètres de fluorescence-X (XRF), offre deux axes qui sont :
o La dispersion de longueur d’ondes(WD-XRF) (Fig.24)
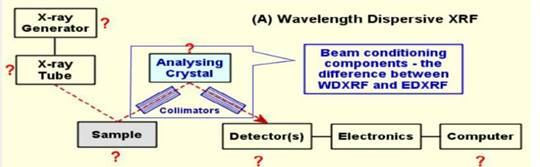
Fig. 24. Schéma technologie de spectroscopie-X WD (Valerie, 2014).
o La dispersion d’énergie (ED-XRF) (Fig.25).

Fig. 25. Schéma technologie de spectroscopie-X ED (Valerie, 2014).
Ce développement a fait des techniques ED-XRF et WD-XRF un outil d'analyse chimique très utilisé, elles trouvent leurs applications dans des domaines aussi variés que la géologie, la biologie, l'archéologie, la médecine et les sciences des matériaux (VALERIE, 2014).
ED-XRF à excitation secondaire (Mo, Cu) se prend bien pour les éléments allant de l’Al au Zr. Le dosage des éléments légers, pose des sérieuses difficultés à cause de l’absorption dans l’air et l’efficacité faible du détecteur à basse énergie. Les éléments majeurs dosés sont Si, K, Ca, Ti, Mn, et Fe. Les éléments en trace V, Cr et Ni, sont mal évalués pour les mêmes raisons que dans le cas des sources radioactives (interférences), les autres éléments tels que : As, Rb, Sr, et Pb sont correctement dosés.
WD-XRF présente l’avantage d’être un outil d’analyse très performant pour
les éléments majeurs (Na, Mg, Al, Si, P, K, Ca, Ti, Mn, Fe).
Dans le cadre de notre étude, deux laboratoires ont été utilisés pour les analyses par fluorescence-X sur poudre avec les deux techniques, dispersion d’énergie et dispersion de longueur d’onde.
o Le laboratoire du Cren-k ou les analyses demandées ont été faites à l’aide du spectromètre de fluorescence-X, version énergie dispersive (ED-XRF), XEPOS III (Fig. 26) une méthode multi-élémentaire avec analyse sur échantillon en pastille.

Fig. 26. Spectromètre ED-XRF Xepos III
o Le laboratoire du cimentier HEIDELBERGCEMENTGroup a la cimenterie de Lukala, les analyses demandées ont été faites à l’aide d’un spectromètre de fluorescence-X, version dispersion de longueur d’onde [Wavelength Dispersive X-ray Fluorescence (WD-XRF)], BRUKER S8-TIGER (Fig. 27) avec analyse sur échantillons de pastille et de perle fondue.

Fig. 27. Spectrométrie de fluorescence X
La spectrométrie de Fluorescence X ou en anglais X Ray Fluorescence (XRF) est une technique d’analyse élémentaire qualitative et quantitative qui permet de :
o Connaître les éléments constituant l’échantillon (exemple : Calcium, Silicium, Aluminium, Fer…)
o Quantifier les éléments en vue de connaître leur teneur en éléments ou en oxydes.
Principe
Le faisceau de rayons X (radiations électromagnétiques de longueurs d’onde comprises entre 0,01 nm et 10,0 nm) arrive à exciter les atomes de l’échantillon à analyser.
Les éléments du cortège électronique peuvent, en effet, être arrachés du niveau d’énergie sur lequel ils sont situés. La place vacante peut ainsi être comblée par des du niveau d’énergie supérieure.
Ces transitions s’accompagnent également de l’émission de photons
(rayonnement de fluorescence).
La transition d’un niveau d’énergie de départ vers un niveau d’énergie d’arrivé laissé vacant par l’électron éjecté laisse place à une raie, et chaque couche fera correspondre une série de raies.
o Fluorescence de Rayons X à Dispersion de longueur d’onde (WD-XRF)
Elle est basée sur l’interaction des rayons X avec la matière et utilisant l'aspect ondulatoire du rayonnement, la spectrométrie de fluorescence X à dispersion de longueur d'onde est une technique physique d'analyse multi élémentaire : elle permet la détection et le dosage de la plupart des éléments de la table de Mendeleïev (du Bore à l'Uranium).
Le développement des spectromètres à haut niveau d’informatisation, vient élargir le spectre d’application de cette technique. Les domaines tels que la géologie, la biologie, l’archéologie, et les sciences des matériaux et celles de l’environnement ne peuvent plus se passer de cette technique.
Principe et instrumentation
Lorsque l’échantillon est sollicité par un flux de photons X d'énergie suffisante, il émet, à son tour, des rayons de même nature, caractéristiques des éléments qui le constituent. C'est le phénomène même de fluorescence X.
La séparation des raies d'émission après collimation, est réalisée par diffraction sélective sur un cristal analyseur, seule particularité de la dispersion de longueur d’onde, Le nombre de photons émis est mesuré par un compteur proportionnel. Les intensités corrigées des effets inter-éléments sont corrélées linéairement avec les concentrations certifiées des matériaux de référence.
Du Détecteur et du mécanisme de fonctionnement dans la dispersion
d’énergie.
Les rayons X issus de l'échantillon à analyser vont perdre leurs énergies dans le cristal de Silicium (détecteur) par effet photoélectrique, les photoélectrons produits, exciteront à leur tour les électrons des atomes Silicium de la bande de valence vers la bande de conduction, créant ainsi des paires électron- trou.
La totalité de charge qui sera produite par les rayons X, sera donc collectée à l'aide d'une tension de polarisation négative créant une sorte de barrière entre les zones p et n du détecteur, cette zone barrière doit être suffisamment épaisse afin de contenir intégralement les photons, son épaisseur efficace, obtenue par diffusion contrôlée d'atomes de Lithium dans le Silicium p, c’est le phénomène de solution solide, dopage ou défauts cristallins (impuretés).
Chaque rayon X capté, permet au détecteur de produire un signal électrique avec une amplitude proportionnelle à l'énergie de la radiation incidente.
La chaîne électronique d’acquisition est la pièce maitresse qui traitera cette
impulsion à des fins utiles.
Le refroidissement du détecteur par un agent cryogène est obligatoire, ce détecteur est généralement refroidi à l'azote liquide (contenu dans un réservoir) pour annihiler au maximum le bruit de fond du cristal et évitant ainsi la diffusion des atomes de lithium, très mobiles à température ambiante.
En un mot, on cherche à réduire au minimum l'effet de l'excitation thermique.
C’est ainsi que, la minimisation du bruit électronique, est assurée par le bon
choix du préamplificateur. En résumé :
o Les photons X qui pénètrent dans le détecteur a semi-conducteur vont provoquer des ionisations dans le semi-conducteur, les paires électrons/trous vont migrer sous l’effet du champ électrique de polarisation et provoquer des impulsions de courant dont la hauteur est proportionnelle à l’énergie du photon,
o La hauteur étant proportionnelle à l’énergie du photon détectée, ce dernier est caractéristique de l’atome responsable de la transition, ensuite le nombre de fois que les impulsions de même hauteur se répètent donne une idée sur la concentration de l’élément, d’où Une analyse qualitative et quantitative,
Dans le cadre de notre étude, la roche magmatique choisie est analysée pour la suite. Et l’analyse de ce type de roches donne :
o Les éléments majeurs représentant 99% de la composition chimique de la roche et ayant les concentrations supérieures à 1% en poids dans les matériaux géologiques. Ces éléments sont utilisés dans la classification des roches magmatiques, on l’utilise principalement aussi pour connaître la nature des roches vitreuses (Roches constituées de verre).
o Les éléments mineurs pour des teneurs comprises entre 0.1 et 1% en masses d’oxydes, et pour les roches magmatiques les éléments mineurs typiques sont : S03, P2O5.
o Les éléments en traces, pour des teneurs inférieures à 0.1%. Les teneurs en éléments-traces sont exprimées en ppm (partie par millions) en masse d’éléments. Pour les roches magmatiques typiques, les éléments en traces les plus importants sont :
a. Certains alcalins et alcalino-terreux : Ce, Sr, Rb et Ba
b. Les terres rares (Lanthanides) : La, Ce, Pr, Nd, Pm, Sm, Eu, Yb, Lu…
c. Les éléments de transition : Y, Zr, Nb, Ta, Ni, Cu.
d. D’autres éléments de numéros atomiques élevés (Pb, U, Th)
Ils sont utilisés pour chercher l’origine des magmas et donc remonter à la source des roches magmatiques.
Préparation des échantillons
Deux techniques sont très utilisées pour la préparation des échantillons
(ABDELHAI, 2002):
a. La confection des pastilles et,
b. La fabrication des perles par fusion.
La confection des pastilles est une technique rapide mais présentant un souci d’effets granulométriques dus à l'hétérogénéité, même pour un broyage affiné.
Ces problèmes granulométriques induisent les effets de matrice qui sont importants dans le cas des éléments légers. Pour doser des éléments majeurs (Na, Mg, Al, Si, Ti, P, K, Ca, Fe et Mn) ayant des effets granulométriques importants, les échantillons sont préparés en perles fondues.
Confectionner les perles, permet d'éliminer par fusion autrement dit vitrification de la poudre de roche, l'effet de grain et les effets de matrice, par contre elle réduit la sensibilité, ce qui rend ce mode de préparation peu adapté à l'analyse des éléments traces.
o Préparation des perles (ABDELHAI, 2002)
On pèse 1 gramme d'échantillon finement broyé (40-60 μm) dans une nacelle de porcelaine, on chauffe l'ensemble à 960 °C pendant 2 heures. Après refroidissement, on repese et on note la perte de poids relative au départ des éléments volatiles (F, CO2 et OH-), cette perte au feu doit être prise en compte dans l’analyse.
Puis il faudra prélever 0.4 gr de poudre calcinée et on y rajoute 0.4 gr de Nitrate de Lithium qui permet d’oxyder les éléments à leur plus haut degré d’oxydation, on ajoute ensuite 7.2 gr de fondant de type 100 Tétraborate de Lithium qui permet la dissolution des oxydes, son point de fusion est d'environ
920 °C. On mélange l'ensemble dans un creuset à fusion (en alliage d'or et de platine) et on le place soit dans une peleuse automatique, soit dans un four contrôlé par un opérateur pendant 1/4 d'heure.
La fusion se fait à 1100 °C. L’ajout de quelques milligrammes d’halogénures de type LiF permet d’améliorer l’écoulement de la matière en fusion, les coulées se font dans des coupelles (en alliage d'or et de platine) et l’on force le refroidissement, dans un dessiccateur, afin d’éviter la cristallisation. Enfin, on obtiendra un disque de structure vitreuse, homogène et de surface parfaitement plane qu’on appelle perle.
Une perle (Fig. 28) est un cylindre de verre de 37mm de diamètre et d’environ 2mm d’épaisseur, directement analysable par fluorescence X après élaboration.
L’échantillon est mélangé avec un fondant approprié, puis porté à 1200°C environ. A cette température le fondant est liquide et dissout par conséquent l’échantillon.

Fig. 28. Echantillon en perle fondue.
Les fondants largement utilisés sont le Tétraborate de lithium, le Metaborate de lithium et le Tétraborate de sodium. Ils ne sont pas sans cotés négatifs, et la recherche a orienté vers un fondant composé de :
o Tétraborate de lithium (vitrifiant) 10% ;
o Anhydre borique (oxydant et vitrifiant) 48% ;
o Carbonate de lithium (anti mouillant) 24%
o Oxyde de lanthane (absorbant) 18%.
La Cilu utilise 66.7%Li2B407 – 32.83%LiBO2 – 0.5%LiBr
Ce fondant est livré aux commerces de façon pré-fondue et avec une granulométrie située entre 100 et 500 microns. Cette tranche granulométrique présente un gain dans la facilité de peser automatiquement du fondant, et rend le mélange fondant-échantillon plus aisé tout en facilitant le dégagement gazeux lors du frittage et début fusion.
Le fondant que nous avions utilisé au laboratoire-Cilu possède donc des propriétés vitrifiantes, oxydantes et absorbantes.
Le creuset utilisé est un alliage de platine-or-rhodium ou platine-or (95%/5%)
o Préparation des pastilles (ABDELHAI, 2002)
La technique de pastillage consiste à opérer un broyage le plus fin (40-60 μm) et le plus homogène possible dans un broyeur de laboratoire du type en agate ou autre, afin d’éliminer le mieux possible la structure cristalline et de minimiser les sources d’hétérogénéité. Dix grammes de l'échantillon mis en poudre seront mélangés à 3 gr de cire (liant), mélange qui sera introduit dans un moule à pastille ou loge préalablement une capsule.
A l'aide d'une presse automatique une pression de 18 tonnes/cm2 y sera exercée pendant 5 secondes. Après démoulage, il en sortira une pastille (Fig.
29) d’épaisseur de l’ordre de 5 mm. Le mode de préparation en pastille est
très bien adapté à l'analyse des éléments traces.
La cire utilisée a la Cilu est du C38H76N2O2 de Mm=593.03g/mol

Fig. 29. Echantillon de la pastille.
La spectroscopie de fluorescence-x de l’échantillon de la roche volcanique
de Goma analysé au Laboratoire de la CILU a donné (Tableau 14) :
Tableau 14. Analyse chimique du basalte par Fluorescence X / Cilu
|
|
Oxydes |
Perle fondue |
Gamme |
|
1 |
SiO2 |
41.93 |
35 - 78 |
|
2 |
Al2O3 |
14.65 |
5 – 22 |
|
3 |
Fe2O3 |
14.41 |
0.5 - 15 |
|
4 |
CaO |
11.98 |
0.5 - 17 |
|
5 |
MgO |
4.11 |
0.05 - 30 |
|
6 |
Na2O |
5.97 |
0.3 – 9 |
|
7 |
K2O |
5.19 |
0.05 - 10 |
|
8 |
TiO2 |
2.89 |
0.05 - 4 |
|
9 |
MnO |
0.26 |
<<1 |
|
10 |
SO3 |
1.03 |
|
|
11 |
P2O5 |
- |
|
La spectroscopie de fluorescence-x d’un échantillon d’une roche
volcanique de Goma analysé au Laboratoire du Cren-K a donné (Tableau
15):
Tableau 15. Analyse chimique par Fluorescence X / Cren-K à titre comparatif du Métabasalte, Basalte, Granite et syénite
|
ANALYSE CHIMIQUE |
||||
|
Eléments majeurs (%)/Roches |
Métabasalte |
Basalte |
Granite |
Syénite |
|
1. SiO2 |
49.72 |
48 .15 |
70.21 |
65.10 |
|
2. Al2O3 |
13.16 |
13.97 |
13.45 |
14.75 |
|
3. Fe2O3 |
9.24 |
10.72 |
3.28 |
4.96 |
|
4. CaO |
10.92 |
11.63 |
1.75 |
2.27 |
|
5. TiO2 |
0.63 |
1.10 |
0.76 |
1.05 |
|
6. MgO |
8.83 |
7.62 |
0.95 |
1.89 |
|
7. Na2O |
3.27 |
3.06 |
3.82 |
3.75 |
|
8. K2O |
1.42 |
1.65 |
4.41 |
5.06 |
|
9 .SO3 |
0.37 |
0.28 |
0.06 |
0.08 |
|
10.P2O5 |
0.53 |
0.45 |
0.24 |
0.47 |
|
|
||||
|
Eléments traces (ppm)/Roches |
Métabasalte |
Basalte |
Granite |
Syénite |
|
11.Cs |
- |
- |
- |
0.08 |
|
12.Sr |
005 |
0.26 |
0.005 |
0.02 |
|
13.Rb |
0.2 |
0.14 |
0.7 |
0.1 |
|
14.Zr |
0.1 |
0.004 |
0.51 |
0.03 |
|
15.Nd |
- |
0.02 |
0.05 |
- |
|
16.Y |
- |
0.002 |
0.07 |
- |
|
17.Yb |
- |
- |
- |
0.2 |
|
18.Sm |
0.1 |
0.01 |
- |
0.1 |
|
19.Ga |
0.2 |
0.13 |
0.44 |
0.3 |
|
20.Eu |
0.1 |
0.01 |
0.01 |
0.1 |
|
21.Mo |
1.3 |
0.7 |
- |
0.8 |
|
22.Gd |
0.1 |
0.01 |
- |
0.1 |
|
23.Sn |
3.4 |
0.43 |
0.83 |
1.8 |
|
24.Dy |
0.1 |
0.1 |
0.1 |
0.1 |
|
25.Zn |
0.4 |
1.3 |
5.41 |
1.4 |
|
26.Pb |
0.8 |
0.92 |
2.47 |
0.4 |
|
27.Ni |
- |
0.34 |
0.30 |
- |
|
28.Cu |
- |
1.4 |
0.23 |
- |
|
29.Nb |
- |
0.22 |
0.53 |
- |
III.2.8. Confection de briquettes destinées aux essais de contrôle-qualité du ciment (NF EN 196-1).
III.2.8.1. Procédure.
Confection d’éprouvette 4x4x16 cm3 en mortier normal (NF EN 196-1).
Le mortier normal est un mortier qui sert à définir certaines caractéristiques des ciments et notamment la résistance à la compression. Ce mortier est réalisé conformément à la norme EN 196-1.
Le mortier normal est le mélange d’éléments secs 1/3 avec un rapport
E/C=0.5
La confection conduira à l’essai.
On fabrique trois éprouvettes parallélépipédiques en mortier normal
(utilisation d’un moule) de dimension 4cm x 4cm x 16cm.
L’essai de rupture des éprouvettes en compression nous conduit à trouver la contrainte de rupture en compression à j jours d’âge du mortier normal. Et c’est la classe vraie du ciment, qui est un paramètre important ayant une influence sur la résistance du béton hydraulique.
Le laboratoire de Heidelbergcement CILU où a lieu la préparation est à température de 20 °C et l’humidité relative supérieure ou égale à 50 %.
III.2.8.2. Conservation des éprouvettes.
Elle se fait de la manière suivante (Fig. 30) :
o Placer le moule dans une chambre humide pendant 24 heures,
o Démouler ensuite les éprouvettes avec précautions et marquer les éprouvettes,
o Conserver les éprouvettes dans de l’eau à 20 °C (cure humide).

Fig. 30. Cure humide de mortiers.
L'objectif de la cure est de conserver le matériau cimentaire dans des conditions climatiques (eau ou air libre) de sorte que l’espace inter granulaire de la pâte fraîche (pores capillaires) soit au maximum rempli par les produits d'hydratation.
L’ACI 308-01 définit la cure du matériau cimentaire comme étant la procédure pour maintenir à la fois une humidité suffisante et une température favorable dans le matériau tout au long de l’hydratation jusqu’au développement effectif des propriétés désirées du matériau (Fig.
31).
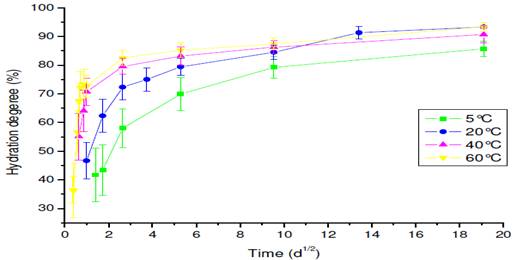
Fig. 31. Allure du degré d’hydratation en fonction de la température dans le temps.
Avec l’âge, la résistance des matériaux cimentaires dont la cure a été faite à température basse est largement supérieure à ceux curés à plus haute température. Plus la température est élevée, plus le développement de la résistance à jeune âge est rapide.
Selon la figure ci-dessous (Fig. 32), après trois jours d’hydratation, la résistance du matériau cimentaire à 20°C rattrape celle des matériaux à 40 et 60°C. Mais au terme des 28 jours, elle les dépasse, alors que le développement du matériau à 60 °C évolue suivant un plateau.
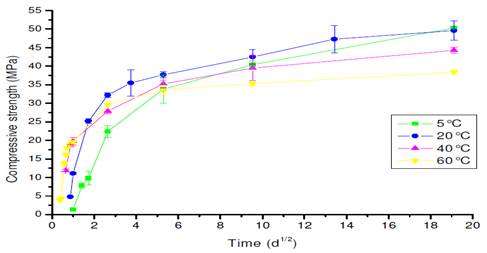
Fig. 32. L’évolution de la compression, dans les matériaux cimentaires, en
fonction de la température.
Les travaux de E. Gallucci ayant mesuré la porosité capillaire par analyse d’image. Ces travaux montrent que la porosité est satisfaisante ou minimale pour 5 et 20 °C (Fig. 33).
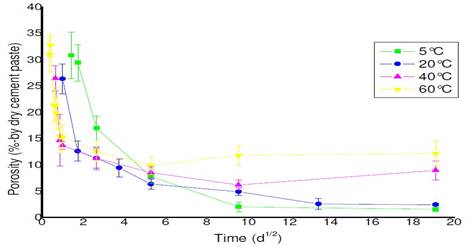
Fig. 33. L’évolution de la porosité, dans les matériaux cimentaires, en fonction
de la température.
On distingue deux comportements : à très jeune âge, plus la température est basse, plus la porosité est élevée. Ceci est lié aux faibles taux d’hydratation mesurés. Mais il y a rapidement, une inversion des tendances avec des porosités plus fortes à haute température.
Pour ces quelques raisons, la cure normalisée se fait à basse température, 20
°C.
III.2.8.3. La formulation des briquettes Basalte-Goma a. Le sable
Le sable normalisé (Tableau 16) que nous avons utilisé à la cimenterie de
Lukala est un mélange de deux types de sable, le sable fin de Luila d’une part et le sable grossier de Nsiamfumu/Muanda de l’autre. Les deux sites de prélèvement se trouvant tous dans la province du Kongo-central.
Tableau 16. Taille et population dans le sable standard.
|
Dimensions des tamis |
Dimensions tamis |
Quantité (gr) |
Quantité (gr) |
Quantité (gr) |
||
|
mm |
Mailles/cm2 |
Cilu |
|
Normensand |
DIN |
|
|
2.00 |
16 |
|
0 |
0 |
|
0 |
|
1.50 |
25 |
|
330 |
325 |
|
242 |
|
1.00 |
36 |
|
222 |
221 |
|
208 |
|
0.50 |
144 |
|
365 |
363 |
|
455 |
|
0.15 |
1600 |
|
267 |
266 |
|
258 |
|
0.09 |
4900 |
|
166 |
160 |
|
184 |
|
Passants |
|
|
0 |
3 |
|
3 |
|
Total |
|
|
1350 |
1339 |
|
1350 |
b. Le ciment de laboratoire
Ciment 45micron / Refus 21.05% /SSB 4658 cm2/gr
Le ciment de laboratoire utilisé pour un échantillon de la roche de Goma, a été produit par nous-mêmes au laboratoire de la CILU (Tableau 17)en mélangeant en masse, 97% de clinker et 3% de gypse le tout placé dans un broyeur à boulets jusqu’à une finesse de 45microns refus 21.50%. La Blaine était de 4658 cm2/gr. Ainsi le ciment de base était du CEM I-42.5
La roche quant à elle était broyée avec la même finesse mais avec un très faible pourcentage de refus.
La caractérisation s’est faite aux rayons X aux moyens des pastilles et perles
fondues.
Tableau 17. Analyse par fluorescence-X du clinker, du gypse, du basalte ainsi
que du ciment résultant – CILU
|
Oxydes |
Clinker |
Gypse |
Portland (97%-3%) |
Portland (97%-3%) |
Basalte- Goma |
Ciment Pouzz. (95%-5%) |
|
Analyse XRF |
Analyse XRF |
Analyse XRF |
Calculé |
Analyse XRF |
Analyse XRF |
|
|
SiO2 |
22,08 |
4,26 |
21,05 |
21,5454 |
41,93 |
22,094 |
|
Al2O3 |
6,09 |
1 |
5,63 |
5,9373 |
14,65 |
6,081 |
|
Fe2O3 |
4,08 |
0,62 |
3,85 |
3,9762 |
14,41 |
4,378 |
|
CaO |
64,49 |
36,03 |
59 |
63,6362 |
11,98 |
56,649 |
|
MgO |
2,11 |
0,19 |
1,89 |
2,0524 |
4,11 |
2,001 |
|
Na2O |
0,35 |
0 |
0,26 |
0,3395 |
5,97 |
0,5455 |
|
K2O |
0,56 |
0,16 |
0,37 |
0,548 |
5,19 |
0,611 |
|
SO3 |
0,81 |
40,07 |
1,65 |
1,9878 |
1,03 |
1,619 |
|
MnO |
0,03 |
0,01 |
0,04 |
0,0294 |
0,26 |
0,051 |
|
P2O5 |
0,09 |
0 |
0 |
0,0873 |
0 |
0 |
|
TiO2 |
0 |
0,07 |
0 |
0,0021 |
2,89 |
0,1445 |
Ce ciment avec pouzzolane sera soumis par la suite à un protocole expérimental pour briquettes de mortier standard. [NF EN 196-1]
c. Confection des éprouvettes
o Confection des éprouvettes et condition de conservation selon la norme NF EN 196-1. Un type d’éprouvette devant être dosé pour 100% de matières sèches (liant et granulat) 1/4 liant hydraulique (ciment) et
3/4 sable (Tableau 18); Puis nous substituons au ciment (5%, 10% et
20%) de pouzzolane pour en suivre les caractéristiques.
o Suivi de performances mécaniques du ciment avec pouzzolane.
Pour la détermination de la résistance mécanique, les éprouvettes sont de dimension 40x40x160mm3. Ces éprouvettes ont subi des essais de traction par flexion puis les demi-prismes obtenus ont été soumis à la compression à différentes échéances après cure (conservation sous eau à 20°C) : 2 jours, 7 jours et 28 jours.
La cure de nos mortiers standards s’est faite de façon humide a température préférentielle de 20 °C.
Tableau 18. Taille et population dans le sable standard.
|
Mortier |
Sable normalisé (gr) |
Ciment Cilu (gr) |
Roche poudre(gr) |
Eau distillée (ml) |
|
Témoins |
1350 |
450 |
0 |
225 |
|
M25 |
1350 |
337.5 |
112.5 |
225 |
|
M20 |
1350 |
360 |
90 |
225 |
|
M10 |
1350 |
405 |
45 |
225 |
|
M5 |
1350 |
427.5 |
22.5 |
225 |
|
Rapports |
Eau/Liant |
Sable /Liant |
|
|
|
Rapports |
0.5 |
3/1 |
|
|
A échéance, les trois éprouvettes par formulation sont rompues en flexion et en compression. La norme EN 196-1 définit les classes de résistance des ciments d’après leur résistance à 2, 7,14 et 28 jours. Ces âges sont à observer en vue de la vérification de la conformité d’un ciment.
Pour plus de précisions, les essais de résistance à différents âges sont dans les limites EN 196-1 ci-dessous (Tableau 19) :
Tableau 19. Temps limite des essais de résistance à différents âges
|
Ages |
2 jours |
7 jours |
28 jours |
|
Précisions |
48h ± 30 min |
7j ± 2h |
28j ± 8h |
Trois prismes rompus en flexion donneront six demi-prismes pour compression. Pour la compression par exemple, les résultats sont arrondis à 0.1MPa près, enfin d’en faire la moyenne. Dans le cas où l’un des six résultats s’écarte de
10% de cette moyenne, il est absolument écarté et la moyenne sera calculée partant de ces cinq résultats restants. Notons que si un de ces cinq résultats restants s’écartent à nouveau de 10% de cette moyenne, la série de toutes ces mesures est écartée.
Dans ce cas, il faut chercher les raisons de cette dispersion dans le malaxage, la mise en place, la conservation…
Toutefois si le résultat est satisfaisant, c’est cette moyenne obtenue qui est
adoptée comme résistance du ciment à cette échéance considérée.
Résultats de substitution
o Evolution des résistances du mortier-témoin 100% ciment et des mortiers avec substitution progressive de 0, 5,10 et 20% poudre de Basalte-Goma, sur base d’un ciment R28=44.5MPa (Tableau 20).
Tableau 20. Ecrasement de mortiers basalte 100-0, 95-5 ,90-10 et 80-20.
|
|
Eprouvette |
0 % Pouzz |
5 % Pouzz |
10 % Pouzz |
20 % Pouzz |
|
2 jr |
Eprouvette 1 |
20.2 |
19.4 |
18 |
13.7 |
|
Eprouvette 2 |
19.8 |
19 |
17.6 |
13.2 |
|
|
Eprouvette 3 |
18.5 |
18.3 |
18.1 |
13.9 |
|
|
Moyenne |
19.5 |
18.9 |
17.9 |
13.6 |
|
|
7 jr |
Eprouvette 1 |
37 |
28 |
35.8 |
22.7 |
|
Eprouvette 2 |
36 |
28.3 |
36.8 |
23.5 |
|
|
Eprouvette 3 |
37.1 |
28 |
37.2 |
23.1 |
|
|
Moyenne |
36.7 |
28.1 |
36.6 |
23.1 |
|
|
28 jr |
Eprouvette 1 |
43.5 |
38.4 |
33.2 |
32.3 |
|
Eprouvette 2 |
44.8 |
39.6 |
34.3 |
33.7 |
|
|
Eprouvette 3 |
45.2 |
39.3 |
34.5 |
33.3 |
|
|
Moyenne |
44.5 |
39.1 |
34 |
33.1 |
o Evolution des résistances du mortier-témoin 100% ciment et du mortier avec substitution de 25% poudre de Basalte-Goma, sur base d’un ciment 42.5MPa (Tableau 21).
Tableau 21. Ecrasement de mortiers basalte 100-0 et 75-25.
|
|
Eprouvette |
0 % Pouzz |
25 % Pouzz |
|
2 jr |
Eprouvette 1 |
12.2 |
23.3 |
|
Eprouvette 2 |
13.1 |
23.2 |
|
|
Eprouvette 3 |
12.8 |
23.7 |
|
|
Moyenne |
12.7 |
23.4 |
|
|
7 jr |
Eprouvette 1 |
22.6 |
31.2 |
|
Eprouvette 2 |
23 |
31.4 |
|
|
Eprouvette 3 |
23.1 |
31.9 |
|
|
Moyenne |
22.9 |
31.5 |
|
|
14 jr |
Eprouvette 1 |
30.5 |
39 |
|
Eprouvette 2 |
30.4 |
40 |
|
|
Eprouvette 3 |
31.2 |
39.8 |
|
|
Moyenne |
30.7 |
39.6 |
|
|
28 jr |
Eprouvette 1 |
32.4 |
42.2 |
|
Eprouvette 2 |
32.5 |
42.7 |
|
|
Eprouvette 3 |
32.9 |
42.6 |
|
|
Moyenne |
32.6 |
42.5 |
o Evolution des résistances du mortier-témoin 100% ciment et des mortiers avec substitution progressive de 0, 5,10 et 20% poudre de Basalte-Goma, sur base d’un ciment RC28=44.5MPa (Tableau 22).
Tableau 22. Ecrasement de mortiers basalte 100-0, 95-5 ,90-10 et 80-20.
|
|
Eprouvette |
0 % Pouzz |
5 % Pouzz |
10 % Pouzz |
20 % Pouzz |
|
2 jr |
Eprouvette 1 |
2.8 |
3.1 |
3 |
1.8 |
|
Eprouvette 2 |
3.3 |
3.6 |
3.4 |
2.3 |
|
|
Eprouvette 3 |
2.9 |
3.5 |
3.8 |
1.9 |
|
|
Moyenne |
3 |
3.4 |
3.4 |
2 |
|
|
7 jr |
Eprouvette 1 |
4.2 |
4.4 |
3.8 |
3.2 |
|
Eprouvette 2 |
4.6 |
4.8 |
4 |
3.6 |
|
|
Eprouvette 3 |
4.7 |
4.3 |
4.2 |
3.4 |
|
|
Moyenne |
4.5 |
4.5 |
4 |
3.4 |
|
|
28 jr |
Eprouvette 1 |
5.8 |
5.9 |
5.5 |
5.3 |
|
Eprouvette 2 |
6 |
6.3 |
5.9 |
5.8 |
|
|
Eprouvette 3 |
6.5 |
5.8 |
6 |
5.4 |
|
|
Moyenne |
6.1 |
6 |
5.8 |
5.5 |
L’indice de pouzzolanicité étant le rapport des résistances (à 28 jours) du mortier avec proportion de la pouzzolane et du mortier témoin, le tableau 23 présente les indices aux différents âges.
Tableau 23. Indice de pouzzolanicité des écrasements de mortiers basalte
100-0 et 75-25.
|
Echéance en jours compression (MPa) |
2 jours |
7 jours |
14 jours |
28 jours |
|
Mortier à p=25% de substitution (Rp) |
12.7 |
22.9 |
30.7 |
32.6 |
|
Mortier témoin 0% ajout (R0) |
23.4 |
31.5 |
39.6 |
42.5 |
|
Indice d’activité pouzzolanique Basalte-Goma |
||||
|
(Rp/R0)*100 |
54.3% |
72.7% |
77.5% |
76.7% |
Les résistances à la compression aux différents âges du mortier témoin et du mortier avec proportion de la pouzzolane sont présentées par les
histogrammes de la fig. 34.
RESISTANCE A LA COMPRESSION DES MORTIERS TEMOINS/BINAIRE
![]() 45
45
M 100-0
40 M 75-25
![]() 35
35
30
25
20
15
10
5
0
0 2 7 14 28
Age en jours
Fig. 34. Allure en histogramme des résistances en compression des mortiers
100-0 et 75-25 jusqu’au 28ème jour
Sous forme d’histogrammes, l’indice de pouzzolanicité est présenté sur la fig. 35 ci-dessous
INDICE D ACTIVITE POUZZOLANIQUE/ LAMBERT-ELIE-MAX-MBUDI
![]() 80
80
70
60
50
![]() 40
40
30
20
10
0
0 2 7 14 28
Age en jours
Fig. 35. Allure en histogramme d’indice de pouzzolanicité jusqu’au 28ème jour
III.2.9. Essai de prise de la pâte de ciment (NF EN 196-3)
Une fois que le ciment est mélangé avec de l’eau, son hydratation commence et par conséquent les propriétés de la pâte obtenue évoluent dans le temps ; alors tant que cette hydratation n’est pas encore très avancée, la pâte reste malléable voire plastique. Seulement au bout d’un certain temps, le matériau devient de plus en plus difficile à travailler et sa température augmente, il fait prise pour devenir par la suite solide.
Le début de prise est un des critères de classification des ciments (prise rapide).
Le mortier voit son temps de début et de fin prise être fonction de ceux de la pâte de ciment.
Matériel nécessaire
o Un malaxeur conforme à la norme NF EN 196-1 ;
o Un prisemètre automatique
Matériaux utilisés : Un ciment de type CEM Un ciment de laboratoire
L’essai de prise aura donc pour but la déterminer de temps s’écoulant entre l’instant où le liant a été mis en contact avec l’eau de gâchage et l’instant ou la pâte durcie n’est plus pénétrée par l’aiguille du dispositif, fin de prise.
o Principe de l’essai
On détermine le début de prise et la fin prise à l’aide de l’aiguille de Vicat qui s’enfonce dans un moule tronconique rempli de pâte. Le début de prise est l’intervalle de temps qui s’écoule entre l’instant du début de gâchage et
celui ou l’aiguille de Vicat ne pénètre plus jusqu’au fond et s’arrête à une
distance du fond du moule supérieur à 4 mm ± 1.
Alors que la fin de prise c’est le temps qui sépare le début de gâchage de ciment jusqu’au moment où la sonde portant l’aiguille ne s’enfonce plus dans la pâte.
La méthode décrite précédemment, avec aiguille conventionnelle, n’est plus très utilisée dans des laboratoires, au niveau des essais physiques de la cimenterie de Lukala, on dispose d’un nouvel équipement de prise : un prisemètre automatique multiple-tronc.
Pour le mortier témoin, voici l’allure de la pénétration de l’aiguille de Vicat lors de la mesure du temps de prise (Fig. 36).
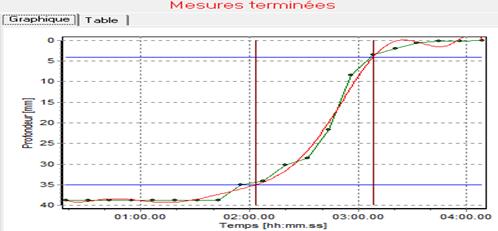
Fig. 36. Temps de début de prise et de fin prise du ciment 100%-Basalte 0%
De même, pour le mortier avec substitution, l’allure de la pénétration de l’aiguille de Vicat présentée sur la fig. 37.
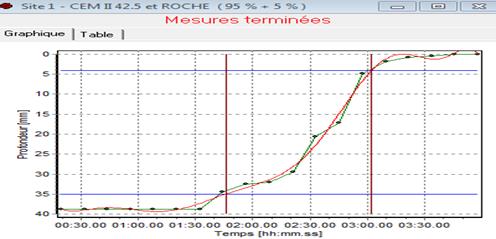
Fig. 37. Temps de début de prise et de fin prise du ciment 95%-Basalte 5%
Durant l’essai, le prisemètre est piloté automatiquement par un ordinateur compatible avec l’appareil via un logiciel.
Grace effectivement au logiciel installé sur cet ordinateur « application prisemètre », l’opérateur introduit les données de l’essai, lance un essai de début et fin de prise, suit son déroulement à l’écran sur une courbe et même sur un tableau de valeurs.
Les données de pénétration (temps de début et fin prise, courbe de la profondeur de pénétration en fonction du temps, sont automatiquement stockés dans un fichier à chaque pénétration.
Une fois que les pénétrations d’un poste seront finies, la visualisation globale ainsi que l’impression d’un rapport d’essai sont disponibles, par conséquent un nouvel essai sur le poste libéré peut avoir lieu.
Un prisemètre automatique avec soft et ordinateur connecté a permis de suivre les temps de prise du ciment.
L’essai de prise était effectué sur un mortier normalisé, il est donc réalisé sur
pâte normale.
A la cimenterie de Lukala, nous avions suivi les temps de prise avec les substitutions de Basalte selon le tableau 24 ci-dessous.
Tableau 24. Temps de début de prise T1 et de fin prise T2 du ciment avec poudre basaltique de Goma.
|
Composition |
M0 100-0 % |
M5 95-5 % |
M10 90-10 % |
M15 85-15 % |
M20 80-20 % |
|
Proportion d’eau (ml) |
132 gr |
132 gr |
132 gr |
132 gr |
132 gr |
|
Début prise |
123 min 38 s |
106 min 01 s |
148 min |
181 min |
193 min |
|
Fin prise |
188 min 17 s |
182 min 10 s |
238 min |
259 min |
274 min |
|
Temps prise |
64 min 39 s |
76 min 09 s |
90 min |
78 min |
81 min |
Partant des résultats des temps de début et de fin de prise, l’histogramme de
la fig. 38 présente la durée de prise (en rouge)
![]() 300
300
250
TEMPS REQUIS POUR DEBUT PRISE TEMPS REQUIS POUR PRISE
200
![]() 150
150
100
50
0
M0 M5 M10 M15 M20
MORTIERS AVEC POUZZOLANE DE X %
Fig. 38. Allure en histogramme des temps de prise des mortiers 100-0, 95-5,
90-10, 85-15 et 80-20
III.2.10. Essai d’expansion - Stabilité. [Le Chatelier]
Le ciment possède la propriété de se rétracter dans l’air et de gonfler en présence d’humidité ou dans l’eau, même sans ajouts expansifs.
Les principales causes de l’expansion sont :
- l’excès de gypse,
- l’excès de chaux libre CaO,
- l’excès de magnésie libre MgO.
Il existe des essais simples pour la mesure de l’expansion, comme l’essai dit
aiguilles de Le Chatelier. La norme limite le gonflement sur pâte pure à
10mm.
Le moule d’expansion est de la forme cylindrique de 30 mm de diamètre et
30 mm de hauteur, constitués par une feuille de laiton (épaisseur 0,5 mm), comportant deux aiguilles longues de 15 cm (aiguilles Le Chatelier, fig. 39) soudées de chaque côté de la fente.
La variation de l’écartement des ces aiguilles nous renseignera sur la valeur
du gonflement.

Fig. 39. Aiguille Le Chatelier.
Mode opératoire
o On met la pâte préparée sur une plaque de verre et on remplit le moule d’expansion, puis on couvrir avec une deuxième plaque de verre.
o On conserve les aiguilles dans l’armoire humide (fig. 40) pendant 24 heures.

Fig. 40. Armoire humide ou chambre de climatisation/Cilu
o Ensuite, on enlève les aiguilles de l’armoire humide et on marque l’écartement entre les deux aiguilles, et les mettre dans un bain marie à température 100 °C pendant 3 heures.
o Ensuite, on mesure l’écart (pendant la confection du moule). La
variation de l’écartement représente l’expansion à chaud.
Dans le cas du ciment avec basalte, les ecarts ont donné 30mm à la sortie de la chambre de climatisation et 30mm après bain chaud.
III.2.11. Prediction de resistance et modèle mathématique de MENAD MOHAMED
L’expression de la résistance à la compression du mortier contenant de la pouzzolane naturelle (à un rapport E/L connu, à une date t connue et à proportion de substitution %p connue) peut etre predite selon un modèle mathématique de prédiction élaboré par MENAD MOHAMED :
C![]()
s (E
) (![]()
, t,% p = s E L C
)
,28,0 *
L
10t
![]() 8.87t + 39.76
8.87t + 39.76
exp (0.038 E
)
- 0.0087 * % p
L
![]() Le modèle de MENAD MOHAMED
tient compte de la résistance du mortier témoin au 28ème jour et ses paramètres du modèle sont renfermés dans le tableau 25.
Le modèle de MENAD MOHAMED
tient compte de la résistance du mortier témoin au 28ème jour et ses paramètres du modèle sont renfermés dans le tableau 25.
Tableau 25. Valeurs maximales et minimales des paramètres du modèle pour la résistance du mortier (modèle de MENAD MOHAMED).
|
Paramètres |
Valeur minimale |
Valeur maximale |
|
Date t(jours) |
2 |
91 |
|
%p |
10 |
55 |
|
E/L |
0.44 |
0.65 |
|
Résistance 28j (MPa) |
12 |
60.8 |
Ce modèle calé au 28ème jour donnera
C![]()
![]()
s (E
) (![]()
, t,% p = s E L C
)
,28,0 *
L
10t
![]() 8.87t + 39.76
8.87t + 39.76
exp (0.038 E
)
- 0.0087 * % p
L
En prenant E/L=0.5 ; p=25 et le temps évoluant jusqu’à 28jours , on aura:
s C (0.5,28,% p) = s C (0.5,28,0)* 0,972 exp(0.019 - 0.0087 * % p)
L’allure de cette équation jusqu’à 28 jours est présentée sur la fig. 41.
RESISTANCE A LA COMPRESSION DES EPROUVETTES M25
![]() 35
35
30
![]() 25
25
20
15
10 MODELISATION EXPERIMENTAL
5
0
0 5 10 15 20 25 30
Jours
Fig. 41. Allure du modèle mathématique de MENAD MOHAMED qui predit les resistances à la compression des mortiers allant jusqu’à 28 jours.
Chapitre IV. DISCUSSION ET INTERPRETATION DES RESULTATS
1. Coefficient Los Angeles
Apres l’essai Los Angeles au laboratoire de Polytechnique de l’Université de Kinshasa, nous avons trouvé, pour le basalte un coefficient LA égal à 17 %, ce qui non loin du coefficient LA du travail antérieur (MIBENGA, 2018) avec le metabasalte qui avait donné 18%. Ce qui nous pousse à dire que ce basalte est dans la classe A (LA<30);
2. Résistance à la compression de la roche
L’essai de compression sur le basalte, effectuée au laboratoire de Polytechnique de l’Université de Kinshasa, a donné une valeur de 295 MPa, de loin supérieure à celle obtenue sur le métabsalte qui est de 105 MPa. (MIBENGA ,2018)
3. Analyses XRF
Sachant que la roche de substitution doit remplacer du clinker, une roche réactive et essentiellement riche en CaO, la roche de remplacement doit offrir une minéralogie corrélée à une cinétique de refroidissement proche de celle du clinker d’une part, et pallier le déficit du CaO d’autre part. Le tableau 26 présente les analyses XRF du metabasalte, basalte, granite et syénite.
Tableau 26. Analyse chimique de Metabasalte, Basalte, Granite et Syénite
|
ANALYSE CHIMIQUE |
||||
|
Eléments majeurs (%)/Roches |
Métabasalte |
Basalte |
Granite |
Syénite |
|
1. SiO2 |
49.72 |
48 .15 |
70.21 |
65.10 |
|
2. Al2O3 |
13.16 |
13.97 |
13.45 |
14.75 |
|
3. Fe2O3 |
9.24 |
10.72 |
3.28 |
4.96 |
|
4. CaO |
10.92 |
11.63 |
1.75 |
2.27 |
|
5. TiO2 |
0.63 |
1.10 |
0.76 |
1.05 |
|
6. MgO |
8.83 |
7.62 |
0.95 |
1.89 |
|
7. Na2O |
3.27 |
3.06 |
3.82 |
3.75 |
|
8. K2O |
1.42 |
1.65 |
4.41 |
5.06 |
|
9 .SO3 |
0.37 |
0.28 |
0.06 |
0.08 |
|
10.P2O5 |
0.53 |
0.45 |
0.24 |
0.47 |
|
|
||||
|
Eléments traces (ppm)/Roches |
Metabasalte |
Basalte |
Granite |
SYENITE |
|
11.Cs |
- |
- |
- |
0.08 |
|
12.Sr |
005 |
0.26 |
0.005 |
0.02 |
|
13.Rb |
0.2 |
0.14 |
0.7 |
0.1 |
|
14.Zr |
0.1 |
0.004 |
0.51 |
0.03 |
|
15.Nd |
- |
0.02 |
0.05 |
- |
|
16.Y |
- |
0.002 |
0.07 |
- |
|
17.Yb |
- |
- |
- |
0.2 |
|
18.Sm |
0.1 |
0.01 |
- |
0.1 |
|
19.Ga |
0.2 |
0.13 |
0.44 |
0.3 |
|
20.Eu |
0.1 |
0.01 |
0.01 |
0.1 |
|
21.Mo |
1.3 |
0.7 |
- |
0.8 |
|
22.Gd |
0.1 |
0.01 |
- |
0.1 |
|
23.Sn |
3.4 |
0.43 |
0.83 |
1.8 |
|
24.Dy |
0.1 |
0.1 |
0.1 |
0.1 |
|
25.Zn |
0.4 |
1.3 |
5.41 |
1.4 |
|
26.Pb |
0.8 |
0.92 |
2.47 |
0.4 |
|
27.Ni |
- |
0.34 |
0.30 |
- |
|
28.Cu |
- |
1.4 |
0.23 |
- |
|
29.Nb |
- |
0.22 |
0.53 |
- |
De ce tableau, nous constatons que, le metabasalte et le basalte (qui sont les roches de profondeur) ont un pourcentage en CaO élevé que le granite et la syenite (qui sont les roches de profondeur), bien qu’il sont très riches en SiO2 que les deux premiers. Ce qui a porté notre choix sur le basalte pour ces etudes expérimentales, sachant que le metabasalte était déjà utilisé dans les études antérieures (MIBENGA, 2018).
Les éléments majeurs du tableau 26 ci-dessus sont regroupés sous forme
d’histogramme à la fig. 42.
ANALYSE CHIMIQUE PAR XRF
![]() 80
80
70 METABASALTE BASALTE
60 GRANITE
![]() SYENITE
SYENITE
50
40
30
20
10
0
SiO2 Al2O3 Fe2O3 CaO TiO2 MgO Na2O K2O SO3 P2O5
OXYDES
Fig. 42. Diagramme de l’analyse chimique des éléments majeurs
de metabasalte, basalte, granite et syenite
Les éléments traces du tableau 26 ci-dessus sont regroupés sous forme
d’histogramme à la fig. 43.
![]() 6
6
METABASALTE BASALTE
5 GRANITE SYENITE
![]() 4
4
3
2
1
0
Cs Sr Rb Zr Nd Y Yb Sm Ga Eu Mo Gd Sn Dy Zn Pb Ni Cu Nb
Elements traces
Fig. 43. Diagramme de l’analyse chimique des éléments traces metabasalte, basalte, granite et syenite
L’analyse XRF (Tableau 26) ci-dessus, a donné pour le metabasalte (MIBENGA, 2018) 10.92 % de CaO, 8.83% de MgO et pour le basalte 11.63 % de CaO, 7.62 % de MgO (Fig. 44).
En comparaison avec le travail de KAMATE (2018), ce dernier a montré que les laves du volcan Nyiragongo contiennent environ 12,2 % de CaO et 4.1 % de MgO, nous disons que les deux valeurs de CaO pour le basalte ne sont pas éloignées mais la valeur de MgO que nous avons trouvée est superieure à celle trouvée par KAMATE (2018).
ANALYSE CHIMIQUE PAR XRF
![]() 90
90
80
![]() 70 METABASALTE
BASALTE
70 METABASALTE
BASALTE
60 GRANITE
SYENITE
50
40
30
20
10
0
CaO MgO SiO2+Al2O3+Fe2O3
OXYDES
Fig. 44. Diagramme des CaO – MgO – SiO2+Al203+Fe2O3 de metabasalte, basalte, granite et syenite
4. Les alcalis
Le basalte de Goma présente un taux atteignant la dizaine en termes d’alcalis pour le WD-XRF et presque la moitié en ED-XRF. Alors que dans le clinker il est moins d’un pourcent. Et le taux dans le métabasalte est autour de 5% dans ED-XRF et la moitié pour WD-XRF (Tableau 28).
Tableau 27. Analyse chimique par spectroscopie-x ED-XRF et WD-XRF :
sommes des alcalis
|
|
Bslt/Cilu |
bslt/Cilu |
Clinker |
Bslt/Cren-K |
Mbslt/cilu |
Mbslt/Cren-K |
|
|
WD-XRF |
WD-XRF |
WD-XRF |
ED-XRF |
WD-XRF |
ED-XRF |
|
Na2O |
5,97 |
4.63 |
0.35 |
3,06 |
1,93 |
3,27 |
|
K2O |
5,19 |
5,20 |
0.56 |
1,65 |
0,17 |
1,42 |
|
Alcalis |
11.16 |
9.83 |
0.91 |
4.71 |
2.1 |
4.69 |
5. Indice de pouzzolanicité
Nous constatons que dans les quatre roches, la sommes SiO2+Al203+Fe2O3 est au-delà de 70% (Fig. 45), qui est l’une des conditions pour qu’une roche soit
pouzzolanique.
![]() 90
90
SiO2
Al2O3
80 Fe203
70
![]() 60
60
50
40
30
20
10
0
METABASALTE BASALTE GRANITE SYENITE
les 4 Roches
Fig. 45. Diagramme de la somme de trois premiers Oxydes : SiO2+Al203+Fe2O3
de metabasalte, basalte, granite et syenite
Pour cet expérience avec le basalte, nous avons trouvé un indice de pouzzolanicité de 76.7 % à 28 jours tandis que celui de metabasalte était de
74.3 % (MIBENGA, 2018).
CONCLUSION
Actuellement le coût énergétique et environnemental de la pouzzolane naturelle est beaucoup moins cher que celui du ciment portland. L’intérêt de l’utilisation de la roche volcanique (le basalte) comme substituant du clinker présente un avantage si le liant ou le mortier obtenus présentent de bonnes performances physico-chimique et mécanique d’une part et un cout raisonnable d’autre part.
Les principales conclusions à retenir de notre étude sont les suivantes :
- La diminution de la quantité de clinker se traduit par une diminution de celle du CO2 rejeté dans l’atmosphère (1 tonne de clinker produite = 1 tonne de CO2 rejeté dans l’atmosphère). Nous avons élaboré un nouveau ciment en remplaçant une partie du clinker par la poudre du basalte.
- La roche utilisée (le basalte) peut être considérée comme matériaux pouzzolanique car elle vérifie les conditions de pouzzolanicité selon ASTM C618 89.
- La pouzzolane naturelle améliore la résistance à la compression à long terme, car elle donne naissance à un second C-S-H qui améliore le remplissage des pores, puis augmente la résistance mécanique. L’activité pouzzolanique et l’augmentation de la surface spécifique de la pouzzolane sont les principaux responsables de l’accroissement des résistances à la compression des mortiers.
- L’utilisation de cette roche dans l’industrie cimentière est une
valorisation des ressources naturelles locales.
BIBLIOGRAPHIE
1 Abdelhai RAIMANI (2002) : Analyses elementaire par fluorescence des rayons X – Application à la Géochimie et aux sciences de l’environnement. Thèse de doctorat ;
2 BAOFIZA (2010) : « Contribution à l’élaboration de ciment écologique » Mémoire de fin d’étude en vue de l’obtention du diplôme d’études approfondies en Science des Matériaux,
3 BERARD – BERGERY et all. : « La fabrication du ciment Français » ; Eyrolles – 1993
4 BESSENOUCI Mohamed Zakaria : Impact et contribution des matériaux
5 CARRON J. P. (1979) : basalte et gabbro
6 CIMBETON, Fiches techniques ; Centre d’information de l’industrie
cimentière
7 Damien DEMAILLY. Atelier Changement climatique. « Les enjeux du développement durable au sein de l’industrie du ciment : réduction des émissions de CO2 ». Rapport final Octobre 2005 - Février 2006
8 DRON R. (1975) : Les pouzzolanes et la pouzzolanicité. Revue des
Matériaux de construction, n°692, janvier-février 1975, p.27-30 ;
9 Filières de l’HABITAT : « Le ciment est une matière grise stratégiques » ; Revue N°6 – Mars 1984
10 Fournier M. et Geoffray J.M. (1978) : Le liant pouzzolane chaux. Bull.
Liaison Labo. P. et Ch., n°93, janvier-février 1978, p. 70-77 ;
11 GHOMARI M., BENDI-OUIS A. (2008) : Finesse de mouture du ciment ;
12 GHOMARI M., BENDI-OUIS A. (2008) : Los Angeles ;
13 GRIESSER Andreas Dipl. Nat. ETH ZURICH (2002) : Cement-Superplastizer Interactions at ambient temperatures. Rheology, Phase Composiotion, Pore Water and Heat of Hydratation of cimentious systems. Thèse de doctorat, Swiss Federal Institute of Technology, Zurich;
14 Hajar DEROUICH (2011) : Réactivité de deux cariétés cristallines de la phase aluminate tricalcique C3A du ciment en présence ou non de superplastifiant ;
15 Institut des Sciences et Techniques de l’Equipement et de l’environnement pour le Développement (ISTED),1987 : les matériaux volcaniques : utilisation en techniques routières.
16 Jacques FRACHEBOURG (1965) : « Contribution à l’étude de quelques pouzzolanes naturelle et artificielle en vue de la fabrication des ciments de pouzzolane », Thèse de doctorat.
17 Jean Pierre ADAM (2008), La construction romaine. Matériaux et techniques, cinquième édition, Grands manuels picards, p.24;
18 KAMATE K. E. (2018) : Pétrographie et géochimie des laves du volcan Nyiragongo (Nord-Kivu, R. D. Congo) : Influence de la viscosité sur les paramètres de propagation des coulées des laves menaçant la ville de Goma.
19 KENFACK T. P. , (2014) : Synthèse, caractérisation et étude du comportement à la déshydration par diffraction des rayons X sur monocristal et poudre, de quelques composés supramoléculaires à base de métallo-tectons ioniques ;
20 KANIKA M. (2016) : Notes de cours de Volcanologie et Magmatologie, première licence, département des Géosciences, Université de Kinshasa, p87.
21 Kurdowski W. (2014). Cement and Concrete Chemistry. Dordrecht: Springer. 700 p.
22 LOTA J.S., KENDALLN K., BENSTED J., (2000) : Mechanism for the modification of Portland cement hydratation using polyacrylic acid. Advances in Cement Reasearch, Vol 12, N° 12
23 Malquori G. (1960): Portland - Pouzzolan cement, international
Symposium on the chemistry of cement 4, Washington, D.C, Paper VIII-
3,2, p.983-1006
24 Marie Louise KLOTZ : Stabilisation d’éléments volatils dans la technique de fusion et l’analyse par spectroscopie de fluorescence X(XRF) ;
25 MEATF, Ministère de l’Equipement et de l’Aménagement du Territoire de France, les pouzzolanes et les basaltes, Bull n°92 Nov-Déc 1997 p.91-112, Bull n°93 Fév 1978.
26 MIBENGA M. J. (2018) : Valorisation du metabasalte de gangila dans le ciment CILU
27 Nabil Bouzoubaâ et Simon Foo (2005) : utilisation des cendres volantes et de laitier dans le béton : guide des règles de l’art, laboratoire de la technologie des matériaux;
28 Notes générales sur les caractéristiques des ciments et recommandation en pays tropicaux ; Dunod – 1964
29 ONGENDANGENDA T.A. (1992) : Le magmatisme potassique du volcan Visoke (chaine des Virunga, Rift Est Africain) : aspects volcaniques, pétrologiques et géochimiques. Thèse de doctorat, Université de Marseille III, France.
30 RAHARIJAONA Tovo Robin, (2010) : Environnement, cours en 4ème
année Département S.M.M, E.S.P.A, Université d’Antananarivo
31 RANAIVONIARIVO Velomanantsoa Gabriely (2008) : Liants minéraux ; Cours de troisième année Science et Ingénierie des Matériaux – ESPA
32 RANAIVONIARIVO Velomanantsoa Gabriely (1992) : « Contribution à
l’étude des liants pouzzolaniques de synthèse à base des matériaux
thermiquement activés à moyenne température » ; Thèse de Docteur
Ingénieur ; ESPA – Université d’Antananarivo / INSA Lyon ;
33 Signes-Frehel M., Maes P., Haehnel C. (1996) : Etude des phases d’un
clinker par diffractométrie des rayons X : vers la qualification ;
34 SUNG - YOON, H., GLASSER, F.P (1999) Alkaline Binding in Cement Pastes. Part I. The CS-H phase, Cement and Concrete Research 29, 12 p.
35 Taylor H. F. W. (1990). Cement Chemistry. Londres : Academic Press.
475 p
36 UNEGA A. J. (2015) : Etude petrographique comparative des laves des coulées de 1977 et 2002 du volcan Nyiragongo (R.D.C)
37 Urhan C. (1987): “Alkali silica and pozzolanic reaction in concrete”,
cement and concrete research, Vol .17, p.141-152.
38 Valérie Thirion-Merle (2014) : Spectrométrie de fluorescence X.
Circulation et provenance des matériaux dans les sociétés anciennes
39 Vernières R. (2008) : la pouzzolane, roche à tout faire ? Mines et carrières, revue de la Sim, septembre 2008, 5 p ;
40 WETSHONDO O. D., (2018): Notes de cours des matériaux de construction, deuxième licence Géologie/Géotechnique et Hydrologie, département des Géosciences, Université de Kinshasa.
41 WESSLSKY A. et JENSEN O.M. (2009) : Synthesis of pure Portland cement phases, Cement and Concrete Research, 39, 973-980



