01. Motivation Séparer les fragments provenant de roche après concassage ou broyage, éliminer les fractions les plus grosses ou fines, préparer des classes granulométriques en vue de répondre aux exigences des besoins est la moindre chose à faire. Pour ce faire, le seul moyen le plus efficace est de séparer les fragments en les classifiant selon les dimensions d’usage (granulométrie ou blocométrie). Eu égard à ce qui précède, il faut disponibiliser, l’outil de production en le maintenant en état de sûreté de fonctionnement optimal. 02. Objectifs et buts A travers cette étude nous nous focalisons sur le fait : • de modéliser le système de criblage (masse-ressort-amortisseur), en vue de déterminer le régime de stabilité et d’instabilité du système. • d’étudier le comportement de l’amplitude des vibrations des cribles en charge et à vide en vue de tracer les allures des amplitudes de fonctionnement des cribles. • de quantifier l’amplitude de vibration en fonction de la charge et du temps de fonctionnement. • de dimensionner les roulements à utiliser pour le balourd et les ressorts en vibration de torsion. 03. Problématique La thématique de nos recherches s’appuie sur le questionnement suivant : • Après combien de temps après le démarrage du crible, l’amplitude vibratoire devient-elle stable ? • Comment calculer la fiabilité des roulements ? • Quelles sont les origines ou causes des cassures du crible aux points des assemblages lors de son fonctionnement ? • Pourquoi trop d’élasticité du ressort au démarrage ou à l’arrêt et comment réduire cette élasticité ? 04. Méthodologie Pour arriver à réunir les données nécessaires à l’élaboration de ce mémoire, nous avons fait usage de la méthode analytique, technique documentaire qui consiste à lire les ouvrages ayant trait au sujet traité : - La consultation des ouvrages dans le secteur minier - La consultation des livres et cours ayant trait à la vibration - La consultation de sites Internet - La consultation de thèses publiées - L’interview et la méthode expérimentale sur le système à traiter.
REPUBLIQUE DEMOCRATIQUE DU CONGO
MINISTERE DE L’ENSEIGNEMENT SUPERIEUR
ET UNIVERSITAIRE
INSTITUT SUPERIEUR DE TECHNIQUES APPLIQUEES
« I.S.T.A»
B.P. 6593 KIN 31 SECTION : MECANIQUE DEUXIEME CYCLE KINSHASA
 ETUDE D’UN
CRIBLE A BALOURD ASSUJETTI
ETUDE D’UN
CRIBLE A BALOURD ASSUJETTI
A DES SOLLICITATIONS DE VIBRATIONS
TORSIONNELLES
« CAS DE CRIBLE 7 DE LA SOCIETE CARRIGRES »
?
MENGAWAKU JEAN
Ingénieur technicien en mécanique d’aviation
Mémoire de fin d’études présenté et défendu en
vue de l’obtention du Diplôme d’Ingénieur en
Génie Mécanique
Option : Mécanique appliquée
Directeur : TSHAONA TSHIMBADI Marcel
Docteur en sciences appliquées
Orientation : génie mécanique
Année Académique 2012-2013
EPIGRAPHE
Les sciences n'essaient pas d'expliquer; c'est tout juste si elles tentent d'interpréter; elles font essentiellement des modèles. Par modèle, on entend une construction mathématique qui, à l'aide de certaines interprétations verbales, décrit les phénomènes observés. La justification d'une telle construction mathématique réside uniquement et précisément dans le fait qu'elle est censée fonctionner.
Ingénieur Physicien SEKE MAX
REMERCIEMENTS
A seuil de ce travail qui marque la fin de nos études en second
cycle, nous reconnaissons avoir bénéficie au sein de l’Institut Supérieur de Techniques Appliquées (ISTA) une éducation intellectuelle.
A ce terme, nous remercions plus particulièrement notre Directeur Docteur Ingénieur TSHAONA TSHIMBADI Marcel, pour ses sages conseils, ses directives et sa générosité qui nous ont permis d’arriver au bout du présent mémoire.
Nous remercions, le Docteur KATANGA-wa-KATANGA, l’ingénieur physicien SEKE VANGU Max, qui, malgré leurs multiples occupations, ont bien voulu accepter d’être les encadreurs de ce mémoire.
Nous remerciements s’adressent aussi aux autorités académiques,
en particulier à Monsieur le Directeur Général et à tout le corps professoral de l’Institut Supérieur de Techniques Appliquées (ISTA) pour nous avoir transmis les connaissances avec conscience professionnelle.
Nos remerciements s’adressent :
A mon épouse NZOLA Niclette, et mon fils MENGA Exaudie;
A mon défunt père MIEZI PEDRO ;
A ma mère : SIVI MARIE;
A mes parrains : MWANANGULU Vicky et PINDI Nicole, et leurs
enfants;
A mes collègues de service : Alain KATAMBAY N’KITA, BENGO
MBO,
A mon Directeur de service : Hilarion MWAYESI,
A mon conseiller TANKWEY Patrick,
A mes frères et sœurs de la famille pour leurs contributions
financières et morales, d’une façon ou d’une autre à ma réussite.
Nous n’oublions pas de remercier nos compagnons de lutte, NSIMBA BAKU Peguy, KIBORO BAMAKI, etc. pour la vie estudiantine d’ensemble, de leur collaboration et esprit de conquête.
MENGAWAKU JEAN
INTRODUCTION GENERALE
01. Motivation
Séparer les fragments provenant de roche après concassage ou broyage, éliminer les fractions les plus grosses ou fines, préparer des classes granulométriques en vue de répondre aux exigences des besoins est la moindre chose à faire.
Pour ce faire, le seul moyen le plus efficace est de séparer les fragments en les classifiant selon les dimensions d’usage (granulométrie ou blocométrie). Eu égard à ce qui précède, il faut disponibiliser, l’outil de production en le maintenant en état de sûreté de fonctionnement optimal.
02. Objectifs et buts
A travers cette étude nous nous focalisons sur le fait :
• de modéliser le système de criblage (masse-ressort-amortisseur), en vue de déterminer le régime de stabilité et d’instabilité du système.
• d’étudier le comportement de l’amplitude des vibrations des cribles en charge et à vide en vue de tracer les allures des amplitudes de fonctionnement des cribles.
• de quantifier l’amplitude de vibration en fonction de la charge et du temps de fonctionnement.
• de dimensionner les roulements à utiliser pour le balourd et les ressorts en vibration de torsion.
03. Problématique
La thématique de nos recherches s’appuie sur le questionnement suivant :
• Après combien de temps après le démarrage du crible, l’amplitude vibratoire devient-elle stable ?
• Comment calculer la fiabilité des roulements ?
• Quelles sont les origines ou causes des cassures du crible aux points des assemblages lors de son fonctionnement ?
• Pourquoi trop d’élasticité du ressort au démarrage ou à l’arrêt et comment réduire cette élasticité ?
04. Méthodologie
Pour arriver à réunir les données nécessaires à l’élaboration de ce mémoire, nous avons fait usage de la méthode analytique, technique documentaire qui consiste à lire les ouvrages ayant trait au sujet traité :
- La consultation des ouvrages dans le secteur minier
- La consultation des livres et cours ayant trait à la vibration
- La consultation de sites Internet
- La consultation de thèses publiées
- L’interview et la méthode expérimentale sur le système à traiter.
05. Subdivision du Travail
Hormis l’Introduction et la conclusion générale, notre travail se
subdivise en quatre chapitres dont :
- Chapitre 1 : Revue critique de la littérature
- Chapitre 2 : Matériel, outils et approche méthodologique
- Chapitre 3 : présentation et analyses des résultats
- Chapitre 4 : interprétation et discussion des résultats.
06. Difficultés rencontrées
Il s’avère important de souligner d’abord la situation particulière que
connaît notre pays, une situation qui n’épargne aucun domaine de la vie nationale.
Nous avons été confronté au problème de transport pour atteindre
les différents centres de lecture de la ville, des frais pour la navigation sur le web et le temps pour expérimentation du crible vibrant se faisaient dans des conditions très difficiles.
CHAPITRE I : REVUE CRITIQUE DE LA LITTERATURE
1.1. Généralités sur les granulats
Les granulats un ensemble de grains minéraux, de dimensions
comprises entre 0 et 125 mm, de provenance naturelle ou artificielle, destinés à la confection :
• des mortiers, des bétons,
• des couches de fondation, des couches de base et de roulement des chaussées,
• et des assises et des ballasts de voies ferrées.
Les granulats sont appelés fillers ou fines, sablons, sables,
gravillons, graves ou ballast suivant leurs dimensions.

Figure 1.1. Dimension des granulats
La norme XP P 18-545 définit les règles générales permettant
d’effectuer les contrôles des granulats. Elle précise les critères de régularité et de conformité et fournit les Fiches Techniques Produit.
La norme NF EN 12620 définit pour chaque caractéristique physique
ou mécanique spécifiant des granulats, des catégories de valeurs maximales.
1.1.1. Dimensions des granulats
La granulométrie permet de déterminer l’échelonnement des
dimensions des grains contenus dans un granulat.
Un granulat est caractérisé du point de vue granulaire par sa classe
d/D.
• Le premier désigne le diamètre minimum des grains d et le deuxième le diamètre maximum D.
• Lorsque d est inférieur à 0.5 mm, le granulat est désigné 0/D.
• Si un seul chiffre est donné, c'est celui du diamètre maximum D exprimé en mm.
• L'analyse granulométrique consiste à déterminer la distribution dimensionnelle des grains constituant un granulat dont les dimensions sont comprises entre 0,063 et 125 mm. On appelle :
• REFUS sur un tamis : la quantité de matériau qui est retenue sur le tamis.
• TAMISAT (ou passant) : la quantité de matériau qui passe à travers le tamis.
1.1.2. Classes granulaires
Il existe cinq classes granulaires principales caractérisées par les
dimensions extrêmes d et D des granulats rencontrées (Norme NFP18-101):
• Les fines (fillers) : 0/D avec D ≤ 0.08 mm
• Les sables : 0/D avec D ≤ 6.3 mm
• Les gravillons : d/D avec d ≥ 2mm et D ≤ 31.5 mm
• Les cailloux : d/D avec d ≥ 20mm et D ≤ 80 mm
• Les graves : d/D avec d ≥ 6.3 mm et D ≤ 80 mm
Le granulat est dit de classe d/D lorsqu’il satisfait aux conditions
suivantes :
Le refus sur le tamis D est compris entre :
• 1 et 15% si D> 1.56 d,
• 1 et 20% si D ≤1.56 d
1.1.3. Module de finesse
Les sables doivent présenter une granulométrie telle que les
éléments fins ne soient ni en excès, ni en trop faible proportion.
• Le caractère plus ou moins fin d'un sable peut être quantifié par le calcul du module de finesse (MF).
• Le module de finesse est d'autant plus petit que le granulat est riche en éléments fins. Norme Française NFP 18-540.
Le module de finesse est égal au 1/100e de la somme des refus cumulés exprimée en pourcentages sur les tamis de la série suivante : 0,16 - 0,315 - 0,63 - 1,25 - 2,5 – 5 mm.
MF ![]() refus
cumuléeen % des tamis 0.16 0.3150.631.252.505 (1.1)
refus
cumuléeen % des tamis 0.16 0.3150.631.252.505 (1.1)
Norme Européenne EN 12620
MF ![]() refus
cumuléeen % destamis0.1250.250.501 2
4 (1.2)
refus
cumuléeen % destamis0.1250.250.501 2
4 (1.2)
Lorsque le module de finesse est compris entre :
• 1.8 et 2.2 : le sable est à majorité de grains fins,
• 2.2 et 2.8 : on est en présence d’un sable préférentiel,
• 2.8 et 3.3 : le sable est un peu grossier. Il donnera des bétons résistants mais moins maniables.
1.1.4. Type des granulats

Figure 1.2. Origines des granulats naturels
Les granulats d’origine minérale sont utilisés dans tous les domaines
de l’industrie de la Construction lors de la production d’enrobés bitumineux, de béton, de mortier et pour des ouvrages hydrauliques, en tant que matériaux de remblais, ballast de chemin de fer, etc. Une attention particulière est donc portée aux méthodes d’essais des granulats.
1.1.5. Normes des granulats
Les nouvelles Normes EN pour granulats ont été regroupées en cinq
thèmes principaux :
- Essais pour déterminer les propriétés générales des granulats (de EN 932-1 à EN 932-6)
- Essais pour déterminer les caractéristiques géométriques des granulats (de EN 933-1 à EN 933-10)
- Essais pour déterminer les caractéristiques mécaniques et physiques des granulats (de EN 1097-1 à EN 1097-10)
- Essais pour déterminer les propriétés thermiques et l’altérabilité des granulats (de EN 1367-1 à EN 1367-5)
- Essais pour déterminer les propriétés chimiques des granulats. (de EN 1744-1 à EN 1744-3)
En général, les nouvelles normes EN correspondent aux Normes
Nationales en vigueur et les spécifications des appareils d’essais ne subissent que peu de modifications.
Légende
EN = Norme Européenne
BS=Norme Anglaise,
ASTM=Norme Américaine,
NF=Norme Française,
DIN = Norme Allemande,
UNE = Norme Espagnole,
NLT = Norme Espagnole «Norma de Laboratorio Transporte»,
UNI = Norme Italienne,
CNR = Norme Routière Italienne,
ISO = Norme Internationale ISO
Note. L’astérisque * placé après la Norme Nationale signifie que le matériel d’essai ne correspond pas strictement à celui décrit dans la Norme EN.
Tableau 1 : Différent normes de granulats (EN-EN930…)


1.2. Techniques de production de granulats
Extraction
de la matière première
![]()
Concassage

Stockage
Figure 1.3. Chaine de production des granulats (G.FOUAD, 2012)
1.2.1. Extraction de la matière première
La découverte
La roche saine d’un site d’extraction n’est accessible qu’après décapage de la couche de terre végétale et de la roche altérée dont l’épaisseur variable peut atteindre une dizaine de mètres.
Il y a deux phases :
• Décapage de la terre végétale. Cette terre servira à la construction de merlons de ceinture.
• Extraction des roches altérées qui seront intégrées dans les réaménagements du site ou commercialisées comme remblais.
• L’abattage :
L’abattage consiste à détacher du massif rocheux par tir de mine un volume de matériaux fragmentés avec une blocométrie adaptée à
l’exploitation, les plus gros blocs de taille variable pouvant dépasser 1 mètre dans leur plus grande dimension.
Il y a trois opérations :
• Implantation des trous de foration : selon le profil du front de taille, les trous à foret sont positionnés en 3D (3 dimensions) après un relevé précis pour optimiser le positionnement des charges explosives.
• Foration : c’est la réalisation des trous suivant les paramètres définis en foration et dans un diamètre choisi en fonction des volumes à abattre et de la blocométrie voulue.
• Tir : après chargement des explosifs par pompage et déversement dans les forages, amorçage méthodique défini dans un plan de tir étudié, le tir permet de réduire la roche en fragments. Il est exécuté de façon à limiter les nuisances (vibrations) aux abords de l’exploitation.
1.2.2. Concassage
En règle générale, la roche ou le minerai détermine le type de
concasseur, tandis que la capacité de l’usine détermine la taille de l’appareil.
Le concassage comprend un enchaînement d’opérations qui
délivrent des particules de dimensions inférieures au centimètre.
Pour chaque opération, l’appareil correspondant peut être défini à
partir de cinq paramètres principaux :
• la capacité d’admission qui fixe les dimensions des plus gros blocs admissibles, caractérisées par la longueur, la largeur et l’épaisseur du parallélépipède exinscrit au bloc considéré ;
• le rapport optimal de réduction, établi à partir du rapport des dimensions de la maille carrée des cribles à travers lesquels passent 85 ou 80 % des produits à l’entrée de l’appareil et 85 ou 80 % des produits de sortie de l’appareil ;
la distribution granulaire des produits à la sortie ;
• le coefficient de forme moyen des fragments obtenus, c’est-à-dire le pourcentage de fragments en forme d’écailles ou d’esquilles, par rapport aux fragments se rapprochant de la forme cuboïde ;
• le coût de la maintenance, qui est fonction de la robustesse, de l’efficacité des dispositifs de sécurité, de la facilité d’entretien et de la durée de vie des pièces d’usure.

Figure 1. 4. Types de concasseurs (Internet J3052-4,2013)
Choix des appareils des concassages
Ø Pour des produits durs et abrasifs tels que les roches, on choisit des appareils agissant par compression lente, car la résistance d’une roche à l’écrasement augmente très vite avec la vitesse de mise en charge.
L’utilisation d’appareils à percussion conduit donc à des taux d’usure
prohibitifs. On peut alors utiliser :
• pour le préconcassage et le concassage primaire, des concasseurs à mâchoires ou des concasseurs giratoires ;
• pour le concassage secondaire, des concasseurs à mâchoires ou, de préférence, des concasseurs giratoires ou à cône tête standard ;
• pour le concassage tertiaire, des concasseurs à cylindres lisses ou cannelés ou, de préférence, des concasseurs giratoires à disque ou des concasseurs à cône tête courte ;
• pour le concassage quaternaire, qui se confond souvent dans la littérature avec le broyage grossier, des hydrocônes, des concasseurs giratoires à disque (type Gyradisc), des concasseurs à cylindres pour produits fins ou des broyeurs à barres.
Ø Pour des produits moyennement abrasifs tels que les roches tendres ou des produits divers, durs ou semi-durs, on fait appel à deux types de matériels :
• les concasseurs à cylindres dentés ou à cylindre unique et mâchoire courbe (type Pennsylvania) qui peuvent accepter des roches humides et des matériaux collants ;
• les concasseurs à percussion à battoirs ou à marteaux, malgré leur faible résistance à l’usure et leurs coûts d’entretien élevés.
Ø Pour les matériaux rocheux, après réduction des roches en gros blocs abattus à l’explosif, les opérations suivantes peuvent se relayer jusqu’au moment ou l’on obtient un produit de dimension requise :
• le préconcassage ou débitage ou concassage primaire assure la réduction des gros blocs en produits de dimensions inférieures à 120 ou 250 mm ;
• le concassage proprement dit ou concassage secondaire délivre des produits de dimensions inférieures à 40 ou 80 mm à partir des précédents ;
• le concassage tertiaire assure la réduction des produits du concassage secondaire jusqu’à des calibres inférieurs à 15 ou 25 mm;
• le broyage grossier délivre des sables calibrés entre 0 et 3 mm ou 0 et 5 mm ;
• les broyages fin et ultrafin consistent, pour le premier, à obtenir des produits inférieurs à 500 μm et, pour le second, inférieurs à quelques dizaines de micromètres.
Parmi les critères pouvant guider le choix d’une technologie, on peut citer :
• la consommation énergétique spécifique (en kWh/t) ;
• la capacité d’admission, fonction des dimensions des plus gros blocs ;
• le rapport de réduction optimal, établi entre la dimension correspondant à 85 ou 80 % en masse des produits à l’entrée (D85 ou D80) et celle correspondant au même pourcentage des produits à la sortie (d85 ou d80) ;
• l’étalement des granularités à la sortie ;
• le coefficient de forme moyen des fragments obtenus, c’est-à dire le pourcentage de fragments en forme d’écailles ou d’esquilles par rapport aux fragments de forme cuboïde ;
1.2.3. Le Criblage
Le criblage est une étape du processus que l'on rencontre dans le traitement de tous les gisements (roches massives et roches meubles) destinés à la production de granulats.
Le criblage (ou tamisage) est l'opération qui permet de sélectionner les grains et de séparer un ensemble de grains en au moins deux sousensembles de granulométries différentes, le crible ne laissant passer dans ses mailles que les éléments inférieurs à une certaine taille.
Le criblage a deux vocations dans la chaîne de production :
- une vocation technique : orienter les granulats, en fonction de leur taille, soit vers des unités de broyage, soit vers un poste de criblage final,
- une vocation dite de classement : trier les granulats suivant des spécifications dimensionnelles données (criblage final). Ainsi, par une succession de criblages, on peut trier les grains et obtenir des granulats de tous les calibres souhaités.
Le criblage est une opération mécanique réalisée à partir d'appareils communément appelés cribles. Ils sont équipés de grilles perforées avec des ouvertures de taille déterminée en fonction de la dimension des grains recherchée.
Le criblage peut être utilisé en criblage primaire, secondaire ou tertiaire. Nous soulignons que ce point sera exploité aux chapitres suivants.
1.2.4. Le stockage
En fin de traitement, on obtient des produits de qualités qui
répondent à des critères de qualité bien précis.
L'exploitant peut aussi réaliser des mélanges avec des proportions précises pour chaque composant, ceci en vue d'utilisations particulières ou pour économiser les gisements.
Une fois réduits, traités et classés, les granulats sont acheminés vers les aires de stockage, soit sous forme de tas individualisés, soit en trémies ou silos.
15
CHAPITRE II : MATERIEL, OUTILS ET APPROCHE METHODOLOGIQUE
A. MATERIEL ET MODELE SCHEMATIQUE DU CRIBLE
2.1. Architecture de la CARRIGRES
2.1.1. Installation primaire et secondaire

Figure 2.1. Installation primaire et secondaire de concassage de la CARRIGRES Légende :
• Rx : Convoyeur à bande HP 400 : concasseur secondaire
• CR7 : crible Allis chalmers 42-65 : concasseur primaire
16
2.1.2. Installation tertiaire

Figure 2.2. Installation tertiaire de la CARRIGRES
Légende
• HP 300 : broyeur
• CVx : convoyeur à bande
• CRx : crible
2.2. Généralités
Le criblage et le tamisage sont des opérations unitaires qui permettent de séparer une population de fragments de matière suivant leur dimension en deux (ou plusieurs) parties. Pour cela, on utilise une surface munie d’ouvertures qui laissent passer les fragments de dimensions inférieures à celles des ouvertures et qui retiennent les fragments de dimensions supérieures.
Bien que, théoriquement, le terme tamisage soit réservé à des séparations fines au-dessous du millimètre et le terme criblage à des séparations grossières, usuellement, le terme criblage recouvre les séparations fines et grossières.
Tout ensemble de particules peut être justiciable d’un tel processus. Les particules peuvent être d’origine minérale (granulats ou roches fragmentées), végétale (grains, farines), naturelle ou artificielle (objets manufacturés divers).
2.2.1. But
Le but du criblage peut être variable :
• séparer les plus gros fragments avant de les retraiter pour améliorer une fragmentation insuffisante ;
• inversement, éliminer les fractions les plus fines qui peuvent être gênantes ou qui peuvent être traitées séparément (agglomération, par exemple) ;
• préparer des classes granulométriques en vue de répondre à des exigences commerciales (granulats, charbon) ;
• obtenir une meilleure efficacité d’un procédé de traitement physique (gravimétrie, par exemple) ou physico-chimique (flottation, par exemple) par un choix judicieux des tranches granulométriques à traiter.

Situation réelle
But idéal
Figure 2.3. But idéal et situation réelle
Une séparation parfaite n’existe pas, car on ne sait pas agir sur
une tranche granulométrique sans influencer l’autre. Les appareils les plus couramment utilisés pour effectuer cette séparation dimensionnelle sont les cribles.
2.2.2. Principe du criblage
Le criblage est réalisé par projections périodiques de matériaux
sous l’effet de vibrations qui ont pour rôle :
• de disperser le matériau à cribler et de présenter les particules devant les vides de la surface criblante ;
• de dégoujonner les mailles ;
• de transporter le matériau vers l’extrémité de l’appareil.
La composante verticale du mouvement vibratoire disperse les matériaux et casse les agglomérats ; la composante d’avancement permet la progression des produits.
2.2.3. Classification des cribles
Cribles primaires Leur but est de séparer les grosses granulométries des
fines avant concassage pour éviter d’encombrer ou d’user inutilement le concasseur. Ces cribles ne doivent pas être très précis dans la coupure, mais ils doivent être très robustes et résistants aux chocs.
Cribles travaillant en circuit fermé avec un broyeur
Ces cribles sont amenés à sortir un produit final et à renvoyer au broyeur la fraction refus afin qu’elle subisse un nouveau broyage. Ils peuvent avoir un seul ou plusieurs lits de criblage.
Cribles trieurs finaux Ils exigent des séparations rigoureuses afin de respecter pour chaque produit sortant les fuseaux granulométriques prescrits. Ces cribles peuvent être multi étagés (jusque 5 ou 6 lits de criblage). Il est préférable pour des questions d’encombrement, de poids et d’efficacité de ne pas dépasser 3 étages de criblage maximum. Ces cribles peuvent être équipés d’un système de rinçage à l’eau.
Cribles égoutteurs Ils ont un lit de criblage à mailles fines 0,2 à 2 mm et permettent de retirer 4 à 8 % d’eau hors d’un produit qui en contient ± 15 à 20 %. On peut augmenter légèrement l’efficacité de l’essorage en mettant le lit de criblage en dépression. L’eau retirée doit être traitée car elle contient une quantité non négligeable de produits solides à la maille de coupure.
2.3. Constitution d’un crible
Le crible est constitué de :
• une caisse servant de support aux tamis,
• une mécanique d’excitation,
• une suspension support et amortisseuse,
• une ou des garnitures de tamisage (en un ou plusieurs lits).
2.3.1. La caisse
Il s’agit le plus souvent de l’assemblage de 2 tôles latérales en acier normal (1ère qualité – planéité – non feuilleté) avec un ou plusieurs jeux de traverses devant servir à recevoir les garnitures de criblage.
Dans les cribles à axe traversant (par ex. cribles à balourds),
l’ensemble est complété par une entretoise tubulaire. Toutes ces pièces sont assemblées entre elles par rivelonnage (boulons Huckolt HR voir page 11 en annexe) ou parfois par soudure, ce qui est nettement moins bon. L’entretoise tubulaire est boulonnée, ce qui permet son remplacement aisé en cas de besoin.
Dans les cribles à mouvement d’excitation linéaire les 2 hanches
sont prolongées soit vers le haut, soit vers le bas pour recevoir les traverses de pose du mécanisme d’excitation (excitatrice ou arbres balourdés).

2.3.2. Le mécanisme d’excitation
Le mécanisme d’excitation est fonction du type de crible choisi (voir pages précédentes). Les arbres des cribles à balourds sont en acier forgé.
Hormis les excitatrices lubrifiées par bain d’huile, nous conseillons vivement le graissage pour les autres mécanismes.
Tous les cribles doivent être équipés de moteurs électriques qui ont
un couple de démarrage égal à 2,5 fois le couple nominal.
Il est prudent de prévoir un freinage électronique (freinostat) sur les grosses machines pour éviter les débattements importants lors du passage à la fréquence de résonance.

Figure 2.5.La coupe de vue de face d’un crible
2.3.3. Suspension support et amortisseuse
On utilise :
• Soit ressorts moins chers, mais sensibles aux projections d’eau et de sable.

Figure 2.6.Suspension à ressort
• Soit coussins caoutchoucs plus chers, plus rigides, donc induisent plus de réactions dans charpentes supports. Difficiles à contrôler car peuvent se détruire par l’intérieur sans traces visibles à l’extérieur.

2.3.4. Surfaces criblantes
2.3.4.1. Principaux types
Selon les produits traités, deux types principaux de surfaces
criblantes garnissent les tamis vibrants. Le premier possède trois formes très classiques en acier :
• les tôles perforées ; les grilles métalliques ; les tissus métalliques.
Le deuxième type reprend les trois formes, mais fabriqué en matière
synthétique, armée ou non : caoutchouc et (ou) polyuréthane et (ou) nylon. Les tissus synthétiques sont peu ou pas utilisés, sauf en minoterie.
De même, la fonction de coupure granulométrique intervient dans le
choix des surfaces criblantes :
• les barres (d’un grizzly ) sont normalement utilisées dans le scalpage; finaux ;
• les plaques perforées sont adaptées aux criblages primaires et secondaires ;
• les fils métalliques tissés pour les criblages intermédiaires ou finaux ;
• les cribles à garniture caoutchoutée sont utilisables dans tous les cas.
2.3.4.2. Choix de surface criblantes
Le choix doit également prendre en compte :
• la précision de coupure désirée ;
• les coûts dus à l’usure ;
• les dimensions de coupure ;
• la taille maximale des fragments dans l’alimentation ; les modes de fixation sur le crible en question.
La nature du matériau de la surface criblante fait partie des critères de choix de l’opérateur.
Le choix des surfaces criblantes conditionne le montant de
l’investissement, la durée de vie de la surface criblante, la maintenance, les stocks à prévoir, l’efficacité du criblage et la protection de l’environnement. La maximisation du profit dépend de ce choix.
Il est lié aux caractéristiques des surfaces utilisables :
• la solidité (indéformabilité, résistance à l’usure et aux ruptures de fatigue), critère primordial lorsque le produit comporte des éléments volumineux et lourds ; la préférence est donnée, par ordre décroissant, aux caoutchoucs et polyuréthane, aux tôles perforées, aux grilles métalliques à gros fils ;
• la régularité des ouvertures ; la préférence va cette fois d’abord aux tôles perforées puis aux toiles tissées et enfin aux grilles métalliques, en caoutchouc et en polyuréthane ;
• le pourcentage de vide ;
• la résistance au colmatage ; on utilise des artifices thermiques (toiles chauffantes) ou mécaniques (billes et frappeurs) et on emploie des grilles à mailles rectangulaires, à barreaux flottants, anticolmatantes;
• la résistance aux obstructions par goujonnage ; on utilise des grilles à barreaux divergents, des grilles anticolmatantes.
L’emploi de surfaces en matière plus ou moins élastique (plastique ou caoutchouc) a permis d’améliorer considérablement la résistance à l’abrasion, au colmatage et au goujonnage. En revanche, le pourcentage de surface utile de passage est plus faible.

Figure 2.8. Types des grilles
2.4. Paramètres de criblage
Le criblage est réalisé par projections périodiques de matériaux
sous l’effet de vibrations qui ont pour rôle :– de disperser le matériau à cribler et de présenter les particules devant les vides de la surface criblante ;
• de dégoujonner les mailles ;
• de transporter le matériau vers l’extrémité de l’appareil.
La composante verticale du mouvement vibratoire disperse les matériaux et casse les agglomérats ; la composante d’avancement permet la progression des produits.
Les valeurs fondamentales intervenant sur le processus de criblage
sont :
• l’amplitude a des vibrations ;
• la vitesse de rotation ω ;
• l’angle de projection α des particules ;
• l’angle d’inclinaison β.

Figure 2.9.Axes de criblage
 (2.1)
(2.1)
(1.3)(2.2)
(2.3)
(2.4)
2.5. Critères de choix d’un crible
Le nombre de plus en plus important de modèles de cribles et la
croissance continue de la taille des installations entraînent une augmentation de la taille et surtout de la largeur des cribles.
Le choix d’un crible se fait selon l’aptitude du constructeur :
• à fournir le(s) type(s) de crible adapté(s) au problème ;
• à fournir la taille requise (surtout dans les applications requérant des équipements de très grandes tailles que certains constructeurs ne peuvent pas livrer) ;
• à adapter le modèle pour le client, bien que des modifications puissent le compliquer et le faire sortir des gammes classiques ;
• à faire profiter le client de son habileté et de son savoir-faire pour le choix du modèle envisagé, à fournir de bonnes prévisions des performances du modèle choisi et à bien calculer le dimensionnement du crible pour éviter les phénomènes de résonance parasite ;
• à fabriquer des cribles de résistance élevée pour minimiser les coûts de maintenance et maximiser la durée de vie et les performances ;
• à fournir des pièces de rechange en cas de besoin, pour que le matériel puisse toujours être réparé.
2.5.1. Coût d’achat et d’entretien
En général, plus le crible est simple, plus l’investissement est faible. Le prix augmente normalement avec la complexité de l’appareil. Ainsi le crible à mouvement circulaire ou torsionnelle est le plus simple, le moins cher et le plus répandu.
Le tamis à mouvement linéaire, normalement réservé au criblage fin, est plus cher, mais offre de bonnes performances et ne nécessite que peu de hauteur pour son installation. Cette remarque est valable pour les cribles à mouvement linéaire à résonance, qui, en plus, ne demandent pas beaucoup de maintenance.
Les cribles à mouvement elliptique sont plus complexes, mais
fournissent de bons résultats dans le tamisage fin.
Le choix de l’élément criblant est un facteur de grande importance
pour le coût de l’installation. La surface criblante peut intervenir, dans le prix total de l’appareil, entre 30 et 90 % (par exemple dans le cas de polyuréthane). Un installateur suggère que, avec le coût par tonne de diverses surfaces criblantes, il faut prendre en compte le coût de l’installation du panneau, de la fréquence des réparations, des remplacements, des résultats du criblage et du taux de disponibilité.
2.5.2. Performances imposées
La détermination des performances est intimement liée au processus de choix du type de crible et du dimensionnement. Le concepteur doit être capable de déterminer, par simulation, si le modèle choisi est capable d’atteindre ou de dépasser ces performances.
Le besoin de quantifier les futures performances provient du fait que
la séparation réalisée par le crible n’est jamais parfaite. Pour s’assurer que les particules critiques puissent passer à travers le crible, il est nécessaire que les ouvertures soient plus larges (en général de 10 à 20 %) que la dimension de coupure. Cette façon de faire limite à la fois la quantité de passant qui reste dans le refus et la quantité de refus qui se retrouve avec le passant, en diminuant le nombre de rebonds.
La Société Allis choisit ces paramètres, six d’entre eux pour évaluer l’expression de base du calcul, les autres étant considérés comme constants ou introduits ultérieurement pour affiner le calcul. Ce sont :
• le passant dans l’alimentation ;
• le pourcentage de particules de dimensions critiques dans
l’alimentation ;
• le débit d’alimentation du crible compatible avec une bonne
épaisseur du lit sur la surface criblante ;
• la dimension des ouvertures de la surface criblante, calculée soigneusement pour obtenir la bonne répartition refus-passant ;
• le taux de vide déterminant la surface libre de criblage nécessaire pour le débit demandé ;
• la longueur du crible qui induit une classification plus ou moins complète.
Un autre constructeur, Hewitt-Robins (États-Unis), a mis au point un système expert qui lui permet, dans un menu de cinq programmes différents dont les données et les résultats sont interactifs, de définir :
• les calculs de traverses de planchers ;
• les calculs de bâtis ;
• la sélection de cribles ;
• les calculs de puissance de moteur nécessaire et de durée de vie estimée des paliers des cribles ; les devis et les coûts.
B. OUTILS ET APPROCHE METHODOLOGIQUE
Pour modéliser le crible vibrant, nous avons souhaité utiliser deux méthodes : analytique et informatique en vue de nous faciliter l’interprétation des résultats.
Dans ce qui va suivre, nous allons utiliser comme logiciels informatiques :
• WINFSB 7.0b : pour l’interprétation des calculs de ressort pour compression hélicoïdal et,
• MATLAB : pour l’interprétation de la modélisation de l’ensemble de crible vibrant.
2.6. Dimensionnement des roulements du crible
Un roulement mécanique permet le positionnement, la transmission
des efforts et la rotation entre deux pièces par le remplacement du glissement en un roulement. Ce composant mécanique optimise le frottement et la précision de la liaison.
En mécanique, cet élément assure un guidage en rotation
d’éléments (arbres ou moyeux) tournants où les frottements doivent êtres limités.

Figure 2.10.Description d’un roulement
2.6.1. Désignation

Figure 2.11. Nomenclature de roulement (www.mei-latecoere.com, 2013)
2.6.2. Classification des roulements(Youde Xiong, 2007),



2.6.3. Choix
On choisit un roulement en fonction de :
• la nature de la liaison arbre/logement à réaliser (désalignement…),
• la nature et l’amplitude des efforts transmis par le roulement,
• la fréquence de rotation relative des deux bagues du roulement,
• la température d’utilisation, le mode de lubrification…
• des dimensions géométriques des éléments à assembler
(encombrement disponible),
• du prix.
2.6.4. Performance
La performance d’un roulement est quantifiée principalement par sa durée de vie. Celle-ci dépend de la qualité du roulement et des conditions d’utilisation.
En fonctionnement normal sous charge, les surfaces actives d’un roulement sont soumises à des contraintes alternées très élevées dues aux passages successifs des corps roulants sur les chemins.
Le problème posé par le phénomène de fatigue est son aspect aléatoire. En effet, deux roulements identiques, de même marque et fabriqués à partir d’un même lot se détériorent après des durées de fonctionnement très différentes. La durée de vie n’est pas une donnée de précision, mais une notion statistique.
La norme ISO 281 donne la durée de vie nominale, dite durée L10 celle qui est atteinte par 90% des roulements essayés dans les mêmes conditions. La fiabilité est donc de 90%, ou la probabilité de défaillance est de 10%.
2.6.4.1. Durée de vie d’un roulement L10
On appel L10 la durée de vie normalisée d’un roulement. Le 10 signifie que la durée de vie est calculée pour un taux de défaillance du roulement de 10%. Soit une fiabilité de 90%. L10 est calculée en Millions de tour est sert de référence pour calculer des durées de vie avec une fiabilité supérieure.(SKF, Publication 6100FR, 2007).
2.6.4.2. Durée de vie corrigée Ln
Si on souhaite obtenir une durée de vie Ln supérieure à L10, il suffit
d’appliquer la formule suivante :
Ln = a.L10 (2.5)
• Pour L10 (fiabilité de 90%) : a = 1
• Pour L5 (fiabilité de 95%) : a = 0,62
• Pour L4 (fiabilité de 96%) : a = 0,53
• Pour L3 (fiabilité de 97%) : a = 0,44
• Pour L2 (fiabilité de 98%) : a = 0,33
• Pour L1 (fiabilité de 99%) : a = 0,21
• Pour L0,5 (fiabilité de 99,5%) : a = 0,15
• Pour L0,1 (fiabilité de 99,9%) : a = 0,06
2.6.4.3. Calcul de L10
![]() (2.6)
(2.6)
Avec :
• L10 : durée de vie en millions de tours
• C : charge dynamique de base (donnée par les constructeurs)
• P : charge équivalente exercée sur le roulement
• n = 3 pour les roulements à bille
• n = 10/3 pour les roulements à rouleaux
2.6.4.4. Calcul de L10H
L10H et la durée de vie en heures de fonctionnement.
![]() (2.7)
(2.7)
Avec :
• L10 : durée de vie en millions de tours
• N : vitesse de rotation en tr/min
2.6.5. Durée de vie d’un ensemble de roulements
Considérons un ensemble de roulements « E » fonctionnant en même temps. La durée de vie de cet ensemble dépend de la durée de vie Li10 de chaque roulement qui le compose. La durée de vie LE10 de l’ensemble est définit par la relation suivante :
Pour des conditions différentes, la norme ISO 281 définit une durée
de vie nominale corrigée Lna telle que
![]() (2.8)
(2.8)
a1 : coefficient correcteur pour une fiabilité différente de 90% :
![]()
(2.9)
β ≈ 1,5 pour les roulements et butées, f est la fiabilité : si on veut une
défaillance de X%, on a : (2.10)

a2 : coefficient correcteur en fonction de :
![]() la matière utilisée,
la matière utilisée,
![]() la géométrie interne du roulement,
la géométrie interne du roulement,
![]() l’élaboration et la finition du
roulement.
l’élaboration et la finition du
roulement.
Tableau II : Exemple d’application de a2 : cas où l’on utilise l’arbre comme piste de roulement (roulement sans bague intérieure)
|
Dureté HRc
|
|
59
|
57
|
54
|
52
|
48
|
45
|
41
|
|
Facteur dureté a2
|
de |
1,0
|
0,83
|
0,78
|
0,65
|
0,52
|
0,42
|
0,33
|
a3 : coefficient en fonction des conditions de fonctionnement et particulièrement la lubrification et la température de fonctionnement :
Lorsqu’un roulement fonctionne dans des conditions de charges et
vitesses variables, on utilise la formule suivante pour calculer la durée de vie
L du roulement dans toute sa phase d’utilisation :
![]() (2.11)
(2.11)
Li = la durée de vie nominale pendant la période i. ai = le taux d’utilisation par rapport à la durée de la période i et celle du cycle considérée : ∑ ai = 1.
La durée Le d’un ensemble de roulements se calcule par :
![]()
(2.12)
Lj = durée de vie du roulement j
2.6.6. Calcul de la charge dynamique équivalente P
La charge équivalente P est une charge radiale pure qui donne la même durée de vie que la charge radiale Fr et la charge axiale Fa réellement exercées sur le roulement. P est différent de la charge combinée F.

Figure 2.12.Forces appliquées au roulement
2.6.7. Cas particuliers
• Pour les roulements à aiguilles et les roulements à rouleaux cylindriques avec bagues séparables : Fa = 0 et P = Fr .
• Pour les butées ne supportant que des charges axiales : Fr = 0 et P = Fa.

Figure 2.13.Forces appliquées au roulement
2.6.7. Cas général
Pour calculer P, les efforts Fr et Fa doivent être connus. P est
calculé à partir de la relation suivante :
![]() (2.13)
(2.13)
Les Valeurs des coefficients X et Y (voir tableau III)
Tableau III : Valeurs des coefficients X et Y (http://www.zpag.net , 2014)

2.6.8. Charge statique de base C0
Le roulement est, par définition, un organe conçu pour assurer la rotation d’une pièce par rapport à une autre ; mais dans certaines applications, il peut se trouver dans des conditions telles qu’il ne tourne pas, tout en continuant à supporter des charges importantes. Certaines conditions de fonctionnement sont très particulières : arrêts prolongés sous charge, oscillations lentes sans rotation complète (roulement de roue de grue portuaire, de pont roulant…).
C0 est défini par la norme ISO 76 telle que la déformation au contact le plus chargé soit égale au 1/104 du diamètre D du corps roulant :
Dans le cas où le roulement est soumis à des charges statiques combinées (Fa et FR), on calcule une charge statique équivalente Po telle que :
![]() (2.14)
(2.14)
X0 et Y0 sont des coefficients donnés dans les tableaux caractéristiques des roulements. (tableau III).
Il faut alors vérifier l’état statique du roulement :
![]() Po < 0,5.Co dans le cas de guidage
précis et vitesses normales. Po < 2.Co dans le cas de guidage sans exigence
et de vitesses lentes.
Po < 0,5.Co dans le cas de guidage
précis et vitesses normales. Po < 2.Co dans le cas de guidage sans exigence
et de vitesses lentes.
2.7. Dimensionnement des roulements des cribles à balourds avec mouvements de vibrations torsionnelles
Les cribles vibrants servant au triage des matériaux (séparation des matériaux solides selon la taille de leurs grains) ainsi que d’autres groupes vibratoires comme les rouleaux compresseurs et les scies alternatives à cadre figurent parmi les machines soumises aux plus fortes sollicitations.
Les roulements dans les générateurs sont soumis non seulement à des charges importantes et à des régimes élevés, mais encore à des accélérations et à des forces centrifuges. A cela s’ajoutent souvent des conditions extérieures défavorables, par exemple la boue et l’humidité.
Les roulements à rotule sur deux rangées de rouleaux sont
particulièrement adaptés aux conditions de service des cribles vibrants et ont fait toutes leurs preuves sur le terrain.
Ce sont surtout les cages des roulements qui sont soumises à de fortes contraintes produites par des accélérations radiales élevées.
Dans certains cas défavorables, les roulements peuvent être soumis
également à des accélérations axiales.
Les balourds en rotation sont à l’origine d’une flexion de l’arbre,
ainsi que de mouvements de glissement dans les roulements.
Ces phénomènes accentuent les frottements et provoquent une augmentation de la température de service des roulements. Les roulements spéciaux à rotule sur deux rangées de rouleaux acceptent en service une inclinaison (flèche de l’arbre) de l’axe de la bague intérieure par rapport à celui de la bague extérieure pouvant atteindre 0,15°.
2.7.1. Exécutions de base des roulements à rotule sur deux rangées de rouleaux
Les dimensions des roulements à rotule sur deux rangées de rouleaux pour cribles vibrants correspondent aux séries de dimensions 23 (E DIN 616 : 1995-01, ISO 15).
Tous les roulements spéciaux à rotule sur deux rangées de rouleaux présentés dans cette publication sont fabriqués d’après la spécification T41A ou T41D compte tenu des sollicitations particulières auxquelles sont soumis les cribles vibrants.

Figure. 2.14. Principe du crible à balourds avec mouvements de vibrations torsionnelles Légende :
• r : rayon d’excitation [m]
• R : rayon excentricité [m]
• G : charge due au poids de la caisse du crible [kN]
• G1 : charge due au poids du balourd du crible [kN]

Figure 2.15. Le rayon de vibration résulte du rapport entre le poids de la caisse et le poids du balourd
Les figures 2.14. et 2.15 montrent le principe du support d’un crible à balourds avec mouvements de vibrations torsionnelles.
La charge radiale résulte d’efforts centrifuges de la caisse du crible qui sont fonction du poids de la caisse, du rayon de force d’excitation et de la vitesse de rotation selon la formule suivante :
![]() (2.14)
(2.14)
(2.15)
Avec :
• Fr : charge radiale [kN]
• m : masse de la caisse du crible [kg]
• r : rayon d’excitation [m]
• R : rayon excentricité [m]
• ω : vitesse angulaire [rad/s]
• G : charge due au poids de la caisse du crible [kN]
• G1 : charge due au poids du balourd du crible [kN]
• g : accélération due à la gravité [9,81 m/s2]
• n : vitesse de rotation [tour/min]
• z : nombre de roulements
Il est possible de déterminer le rayon d’excitation r des cribles à
balourds à partir du rapport entre la charge due au poids de la caisse et de la force excitatrice.
Etant donné que les cribles à balourds fonctionnent, en général, bien au-dessus de la fréquence critique et que l’amplitude d’oscillation maximale est presque atteinte, on peut supposer que le centre de gravité commun aux deux masses (caisse du crible et balourd) est conservé lors de la rotation.
Dans ces conditions, nous avons :
G · r = G1 (R – r) (2.16)
Le rayon d’excitation est donc défini par la formule
 (2.17)
(2.17)
dans laquelle :
• G : est la charge due au poids de la caisse du crible [kN] G1 : est la charge due au poids du balourd [kN]
• R : est la distance entre le centre de gravité des balourds et l’axe du roulement [m]
• r : est le rayon d’excitation de la caisse du crible [m]
• G1 · R : est le moment créé par le balourd [kN m]
• G + G1 : est la charge totale sur les ressorts [kN]
En rapportant (2.17) dans (2.15), nous obtenons après transformation la charge radiale sur les roulements :
 (2.18)
(2.18)
2.7.2. Abaque pour le calcul des forces centrifuges dues à la caisse du crible et à la masse des balourds
• Fmax, Fmin et F : sont des forces centrifuges
• n : est la vitesse de rotation [min–1]
• r : est le rayon de vibration [m]
• R : est la distance entre le centre de gravité des balourds et l’axe du roulement [m]
• b : est l’accélération [m/s2]
• G : est la charge due au poids de la caisse du crible [kN]
• G1 : est la charge due au poids du balourd [kN]
• g = 9,81 m/s2 est l’accélération due à la pesanteur
![]() (2.19)
(2.19)
(2.20)
(2.21)

Figure. 2.16. Abaque des forces centrifuges dues à la caisse du crible et à la masse des balourds
2.7.3. Abaque pour le calcul de la charge dynamique de base nécessaire
Pour le calcul de la charge dynamique de base C [kN], on a besoin de :
• n : vitesse de rotation [tour/min]
• LH : durée de vie nominale [h]
• P : charge dynamique équivalente [kN]
En cas de cribles à balourds avec mouvements de vibrations torsionnelles et roulements intérieurs avec cribles à excentrique :
![]() (2.22)
(2.22)
En cas de cribles à balourds avec mouvements de vibrations linéaires :
 (2.23)
(2.23)
où : 1,2 est le facteur de choc z est le nombre de roulements F est la force centrifuge de l’abaque de la figure 2.18.

Figure. 2.17. Abaque de la charge dynamique
2.8. Dimensionnement du ressort
Un ressort est un organe ou pièce mécanique qui utilise les propriétés élastiques de certains matériaux pour absorber de l'énergie mécanique, produire un mouvement, ou exercer un effort ou un couple.
2.8.1. Types de ressorts
Il existe de nombreux types de ressorts. Parmi ceux-ci, on distingue
les ressorts de compression, les ressorts de traction et les ressorts de torsion.

Figure 2.18. Quelques ressorts de compression
Le ressort de compression est le type de ressort le plus employé. Comme son nom l'indique, il est conçu pour être comprimé. La sollicitation doit ainsi être principalement axiale et dirigée vers le ressort. Pour faciliter l'application de la force, les extrémités des ressorts sont souvent rapprochées et meulées.

Figure 2.19. Quelques ressorts de traction
Les ressorts de traction, quant à eux, doivent être sollicités de manière à augmenter leur longueur. Ils sont utilisés comme ressorts de rappel dans de nombreuses applications (portes, interrupteurs électriques, balais d'essuie-glace...). Il existe de nombreux systèmes d'accrochage. La méthode la plus courante consiste à déformer les dernières spires du ressort pour former une boucle ou un crochet.

Figure 2.20. Quelques ressorts de torsion
Les ressorts de torsion, également enroulés en hélice, ont pour rôle
essentiel de restituer un couple. Leur champ d'application est très vaste. Cela explique que les systèmes d'accrochage sont très divers et sont souvent conçus pour les applications considérées.
2.8.2. Les matériaux pour ressorts
L'objectif du ressort est d'emmagasiner puis de restituer de l'énergie. On peut donc rapidement se dire que plus un matériau pourra être contraint avant de se déformer plastiquement, plus il sera apte à être utilisé pour la fabrication d'un ressort. Il existe bien sûr d'autres critères qui doivent être pris en compte. Sans prétendre être exhaustifs sur les matériaux utilisables, nous proposons ici des indications sur les principaux matériaux utilisés et leurs propriétés.
Pour fabriquer un ressort de manière industrielle, le matériau utilisé doit tout d'abord être :
• de mise en forme facile
• Sans défaut
• Peu coûteux Disponible.
Pour que le ressort fabriqué soit performant, il faut aussi que le matériau allie les propriétés suivantes :
• Haute limite élastique
• Bonne résistance à la fatigue
• Bonne résistance à la corrosion
C'est pourquoi la majorité des ressorts sont réalisés en acier. Voici les trois types d'aciers les plus utilisés :
• Acier non allié, tréfilé à froid, patenté (Pr EN 10270-1)
• Acier non allié, trempé à l'huile et revenu (Pr EN 10270-2)
• Acier inoxydable (Pr EN 10270-3)(M. Dupleux, 2004)
Des normes ont été définies pour tous ces aciers afin que les fabricants puissent les utiliser en toute sérénité. Le projet de norme européenne distingue par exemple cinq classes pour les aciers tréfilés (SL, SM, SH, DM, DH). Ces classes imposent notamment au fabricant des tolérances sur la dimension du fil ainsi qu'une fourchette sur la résistance du fil.
Les aciers tréfilés sont souvent utilisés pour la fabrication des ressorts. Ces aciers ont une bonne résistance à la fatigue. Leur limite élastique est augmentée lorsque le formage d'un ressort est suivi d'un traitement thermique (revenu). Celui-ci permet de relâcher les contraintes internes dans le matériau. Ces aciers ont une faible résistance à la corrosion mais on peut facilement leur ajouter un revêtement protecteur. Ils peuvent travailler à des températures très basses et sont sujets à la relaxation à haute température. Le domaine d'utilisation peut ainsi être compris entre -80°C et 150°C.
2.8.3. Les paramètres du matériau
Ce sont les paramètres associés au matériau utilisé. Un certain nombre d'entre eux sont fixes comme G, E et r. D'autres varient en fonction des paramètres constructifs, comme par exemple la résistance à la rupture Rm qui varie en fonction du diamètre de fil d.
2.8.3.1. Les paramètres constructifs

Figure 2.21. Paramètres constructifs du ressort de compression
Lorsque le matériau est connu, les principaux paramètres qui permettent de définir la géométrie d'un ressort de compression sont : De, D, Di, d, R, L0, Lc (longueur à spires jointives), n (nombre de spires utiles), z, m. La figure II.1 illustre ces paramètres qui caractérisent les propriétés intrinsèques du ressort. Remarque : lorsque les paramètres du matériau sont connus, il faut déterminer au moins quatre paramètres constructifs pour pouvoir calculer tous les autres.
2.8.3.2. Les paramètres fonctionnels
Le ressort est un composant dont la géométrie varie de manière significative en cours d'utilisation. En appliquant un effort sur un ressort de compression, il renvoie une longueur et en lui imposant une longueur, il renvoie un effort.
Un ressort de compression travaille ainsi traditionnellement entre deux configurations : l'une correspondant à l'état le moins comprimé W1, la seconde correspondant à l'état le plus comprimé W2. Les principaux paramètres définissant l'utilisation du ressort sont donc F1, F2, L1, L2 et Sh

Figure 2.22. Paramètres fonctionnels du ressort de compression
Lorsque les paramètres du matériau et les paramètres constructifs sont connus, deux paramètres fonctionnels indépendants (à prendre parmi F1, F2, L1, L2 et Sh) sont nécessaires pour déterminer les points de fonctionnement W1 et W2.
Chaque fois que l’on fixe un paramètre fonctionnel supplémentaire (en plus des deux premiers), cela induit une équation fonctionnelle entre les paramètres restants. Il est alors parfois possible de déterminer directement la valeur de certains paramètres constructifs (en fixant par exemple L1, F1, L2 et F2, alors L0 et R sont implicitement déterminés). Il peut ainsi y avoir des incompatibilités entre les données dans le cas où certains paramètres constructifs sont fixés au préalable.
Lorsqu’on étudie d’autres types de composants mécaniques, les paramètres fonctionnels sont généralement considérés fixes et tous connus au début de l'étude. Pour les ressorts, il y a une grande diversité dans l'expression des points de fonctionnement. Les paramètres fonctionnels doivent donc être gérés et intégrés dans les calculs en étant considérés soit comme des variables soit comme des contraintes de conception.
Vu la raison de notre travail, nous allons nous bornée seulement sur
le ressort utiliser au crible vibrant qui est le ressort de compression cylindrique hélicoïdaux.
Le ressort de compression cylindrique (cf. Figure 4.1). Il a généralement des extrémités rapprochées et meulées pour une meilleure application de la charge.

Figure 2.23. Ressort de compression hélicoïdale

Figure 2.24. Ressort de compression en exercice
2.8.4. Paramètre générale des ressorts
Un des paramètres essentiels à l'étude d'un ressort est la connaissance de sa loi de comportement. Celle-ci décrit le lien qui existe entre l'effort F appliqué sur le ressort (force ou moment de force) et la déformation u qui en résulte (allongement ou rotation, respectivement) :
u = f (F) (2.24)
Pour un état de contrainte ou de déformation donné, le rapport entre la sollicitation et la déformation est appelé raideur :
k = F/u (2.25)
Un comportement dit linéaire s'apparente à la loi de Hooke : la déformation est alors proportionnelle à l'effort appliqué, et la raideur est une constante indépendante de la charge. Il s'agit de la loi de comportement la plus simple. La courbe qui représente le résultat de sa déformation d'ensemble (en fonction de l'effort appliqué est une droite.

Figure 2.25. Courbe de charge-déformation
2.8.4.1. Cas du ressort de traction ou du ressort de compression
Le ressort a une longueur à vide l0. Si on veut l'allonger
(ressort de traction) ou le raccourcir (ressort de compression) d'une longueur x, il faut exercer deux forces égales
et opposées à ses extrémités ; on ne considère en général que la force à une
des extrémités, ![]() ,
orientée dans l'axe du ressort, et dont l'intensité vaut :
,
orientée dans l'axe du ressort, et dont l'intensité vaut :
![]() , (2.26)
, (2.26)
où k est la
constante de proportionnalité, appelée « constante de raideur » ou
constante de rappel du ressort, exprimée en newton par mètre (N/m ou N![]() m1).
D'après le principe des actions réciproques (3e loi de Newton), la
force
m1).
D'après le principe des actions réciproques (3e loi de Newton), la
force ![]() qu'exerce
le ressort vaut :
qu'exerce
le ressort vaut :
![]() .
(2.27)
L'allongement x est une longueur algébrique ; par
convention, on la prend positive dans le cas de l'allongement et négative dans
le cas de la compression : la longueur finale du ressort vaut
.
(2.27)
L'allongement x est une longueur algébrique ; par
convention, on la prend positive dans le cas de l'allongement et négative dans
le cas de la compression : la longueur finale du ressort vaut
l = l0 + x. (2.28)
Et par convention, l'intensité Fres de la force qu'exerce le ressort ![]() est
également une valeur algébrique, prise positive dans le cas de la compression
et négative dans le cas de la traction. On a donc de manière générale :
est
également une valeur algébrique, prise positive dans le cas de la compression
et négative dans le cas de la traction. On a donc de manière générale :
Fres = -k![]() x.
(2.29)
x.
(2.29)
Dans cette étude élémentaire, on ne distingue en fait pas le ressort de traction du ressort de compression, alors que technologiquement les deux sont bien distincts. On travaille donc avec les hypothèses suivantes :
• les spires sont non jointives ;
• il n'y a pas de dissipation d'énergie (la force est conservative) ;
• on reste dans un domaine où la réponse est toujours linéaire (la déformation est limitée).
Le travail de la force extérieure pour passer d'un allongement nul à un allongement X est :
![]() , (2.30)
, (2.30)
d'où
![]() .
(2.31)
.
(2.31)
On peut ainsi définir l'énergie potentielle élastique Epe d'un ressort d'allongement X :
![]() (2.32)
(2.32)
2.8.5. Représentations des Ressorts de compression
Les schémas ci-dessous donnent les différentes représentations des ressorts de compression et en explique le principe. Sous une charge F importante, les spires des ressorts de compression deviennent jointives. Le ressort réagit alors comme une pièce solide et est ainsi protégé contre la rupture.

Figure 2.26. Sollicitation de ressort de compression hélicoïdale

Figure 2.27. Différentes longueurs du ressort en sollicitation
Tableau IV : Nomenclature et formules de base des ressorts de compression (M. PAREDES, 2000)
La norme DIN qui indique le domaine d'application de formules pour les ressorts enroulés à froid :
• d < 17 mm
• D ≤ 160 mm
• n ≤ 2
• 4 ≤ w ≤ 20


2.8.6. La tenue à la fatigue
Sous l'action de charges répétées ou alternées, la rupture d'un
matériau peut se produire sous des contraintes inférieures à la résistance du matériau en statique : c'est la rupture en fatigue. Cette rupture vient principalement de fissures microscopiques qui apparaissent dans le matériau dès les premiers cycles de chargement et qui progressent doucement à chaque fois que l'on sollicite le matériau. Il existe de nombreuses courbes pour définir la durée de vie en fatigue d'un matériau. Ces courbes sont issues de campagnes d'essais et reflètent le comportement statistique du matériau, elles sont souvent tracées à 95% de probabilité de résistance.
Pour un nombre de cycles donné N, on trace la courbe représentant la contrainte maximale acceptable avant rupture en fonction de la contrainte minimale.

Figure 2.28. Diagramme de Goodman
Un point de fonctionnement est acceptable s'il reste en dessous de la courbe limite. La zone acceptable est toujours restreinte par la limite élastique en statique (en pointillés). Le diagramme étant en effet tracé en fonction de la rupture du matériau, la contrainte maximale est limitée à la contrainte statique maximale acceptable de manière à éviter une déformation du matériau dès les premiers cycles de fonctionnement.
Les diagrammes de Goodman des matériaux usuels sont fournis par la norme DIN pour 107 cycles. En calculant la contrainte minimale et la contrainte maximale pour votre application, vous pouvez rapidement vérifier votre conception.
2.8.7. Le flambage du ressort
Les ressorts de compression peuvent être sujets au flambage. D'une façon classique, la longueur du ressort de compression diminue sous l'effet d'une charge axiale. En dessous d'une longueur critique, certains ressorts peuvent fléchir latéralement au lieu de continuer de diminuer de longueur : c'est le flambage. La longueur en dessous de laquelle apparaît le phénomène est appelée longueur critique de flambage LK.
Un ressort de compression doit être dimensionné de façon à ce qu'il
ne flambe pas latéralement au cours de son utilisation. En utilisant le ressort à des longueurs supérieures à LK, il n'y a pas de problème de flambage. La longueur critique de flambage LK est fonction de la géométrie du ressort (L0/D) ainsi que du type d'appuis du ressort. LK est donc indépendante de la contrainte maximale théoriquement acceptable dans le corps du ressort. La norme DIN recense 5 cas d'appuis. Elles associe à chacun d’eux une valeur
![]()
Figure 2.29. Coefficient d'assise (norme DIN)
La longueur critique LK peut être déterminée à partir de l’abaque de la figure ci-dessous ou bien à partir de la formulation suivante (norme DIN) :
Si
Lo 210.5
![]()
![]()
D < 2 (2.33)
Alors LK = 0 (pas de risque de flambage)
Sinon  (2.34)
(2.34)
avec
E
![]() (2.35)
(2.35)
2G 1

Figure 2.30. Courbe de flambage (norme DIN)
CHAPITRE III : PRESENTATION ET ANALYSES DES RESULTATS
3.1. Application expérimentale des ressorts du crible vibrant :
Pour bien simuler les ressorts du crible vibrant, nous allons utiliser le logiciel winFSB 7.0b en fonction de cahier de charge de ressort.
Voici les données de base expérimentés des ressorts de crible vibrant 30KW de la société CARRIGRES.
• Nombre de spire : 5
• Spire mort : 2
• Diamètre fils : 28 mm
• Diamètre extérieure : 210 mm
• L1 : 277 mm (longueur mesurée quand le crible était au repos)
• Lx : 287 – 263 mm (longueur mesurée pendant le fonctionnement au processus de l’arrêt du crible)
3.2. Simulation des calculs de durée de vie par MATLAB (B.Hahn et al, 2007)
![]()
![]()
Figure 3.1. Durée de vie de roulement en millions de tours
Les allures ci-haut illustrent la croissance de durée de vie pour chaque valeur de corrélation. Au rapport de la charge dynamique de base et la charge dynamique équivalente correspond un certain nombre de millions de tours de roulement.
![]()
Figure 3.2. Durée de vie horaire de roulement
Au rapport de la charge dynamique de base et la charge dynamique équivalente correspond un certain nombre d’heures de fonctionnement de roulement.
3.3. Simulation de ressort de compression cylindrique par le logiciel GUTEKUNST WINFSB 7.0b
3.3.1. Entrée de données de base
ces données sont prises quand le crible et au répos (L1) et en service (L2)

3.3.2. Propriété des résultats donnés

D’après les résultats, nous retenons:
Raideur du ressort = 207,738 N/mm ou 207738 N/m,
Masse du crible = 945.415 kg
Ces données vont nous servir pour la modélisation au chapitre suivant.
3.3.3. Sollicitations
 D’après les propriétés de résultats,
nous savons : L0/D =1.772, L0=322.51, L=277et ici, nous retenons : v=2. D’après
ces valeurs nous trouvons : v.LO/D=3.544 et (L-L0)/L0=0.164, donc nous
confirmons par la figure cidessous, que ce ressort se trouve à la zone de
sécurité. (voir figure 2.31).
D’après les propriétés de résultats,
nous savons : L0/D =1.772, L0=322.51, L=277et ici, nous retenons : v=2. D’après
ces valeurs nous trouvons : v.LO/D=3.544 et (L-L0)/L0=0.164, donc nous
confirmons par la figure cidessous, que ce ressort se trouve à la zone de
sécurité. (voir figure 2.31).
![]()
Figure 3.3. Durée de vie horaire de roulement
3.3.5. Contrôle de données

CHAPITRE IV : INTERPRETATION ET DISCUSSION DES RESULTATS
4.1. Les valeurs nominales (WINFSB 7.0b)
![]()
![]()

4.2. Contrôle

Les valeurs accompagnées avec les signes plus ou moins, sont des valeurs de sécurité qu’on ne peut pas dépasser, elles sont prévues par le constructeur, elles peuvent être modifiées en cas de besoin.
4.4. Modélisation du crible à balourd
4.4.1. Principe
Le principe de fonctionnement d’un crible à balourd repose sur le
système masse-ressort-amortisseur avec excitation forcée.

Figure 4.1 Vue d’ensemble
Figure 4.2. Vue de gauche ou droite
4.4.2. Schématisation du crible
![]()
- La projection de la force centrifuge selon ox : m.e.w2.cos(w.t)
- D’où la force excitatrice sera : F0 = m.e.w2.cos(w.t)=Fc.cos(w.t)
![]() D’où le système deviendra : 2
D’où le système deviendra : 2
M : masse de la caisse chargée m : masse du balourd
kéq
Figure4.4. Schéma simplifié
Le principe de modélisation de ce système répose sur le système masseressort-amortisseur avec excitation forcée.
Notons :
m: masse du balourd (kg) M : masse de la caisse chargé (kg) k : Constante de raideur (N/m) c : coefficient d’amortissement (N/m/s) e : excentricité ou rayon (m)
w : vitesse de rotation (ou pulsation) (rad/s) wn : pulsation naturelle (rad/s)
F(t) : force d’excitation (sinusoïdale) : N
: facteur d’amortissement
D’après la seconde loi de Newton pour le mouvement, on a :
FX MX&& (4.1)
MX&&cX& kX F(t) (4.2)
MX&& cX& kX m.e.w2.cos(wt) (4.3)
Introduisons la transformée de Laplace (M. chossat, Y. Privat, 2010)
LMX&&cX& kX Lm.e.w2.cos(wt) (4.4)
Mp2 X ( p) px(0) x&(0)cpX( p) x(0)
kX ( p)
m.e.w2. ![]() p2 p w2 (4.5)
Mp2 cp
kX
(
p)
m.e.w2
p2 p w2 (4.5)
Mp2 cp
kX
(
p)
m.e.w2 ![]() p2 p w2 M.x(0) p
Mx&(0) cx(0) (4.6)
p2 p w2 M.x(0) p
Mx&(0) cx(0) (4.6)
Dans le condition : x&(0) 0 et x(0) 0
L’équation devient :
Mp2 cp
kX
(
p)
m.e.w2 ![]() p2 p w2 (4.7)
p2 p w2 (4.7)
m.e.w2 p
X(p)
![]() M p2 w2.p2 c p k
M p2 w2.p2 c p k
M M (4.8)
Nous savons : wn2 ![]() k
k
M (4.9) c
2wn ![]() (4.10)
(4.10)
M
(4.9) et (4.10) dans (4.8)
m.e.w2 p
![]() X(p)
M p2
w2.p2
2..wn
p wn2 (4.11)
X(p)
M p2
w2.p2
2..wn
p wn2 (4.11)
L’équation peut se décomposer :
m.e.w2 ApB CpD
![]() X(p) M .p2 w2 p2 2..wn
pwn2
(4.12)
X(p) M .p2 w2 p2 2..wn
pwn2
(4.12)
Posons :
m.e.w2 ApB
![]() X1(p) M
p2 w2
(4.13)
X1(p) M
p2 w2
(4.13)
m.e.w2 CpD
![]() X2(p) M .p2 2..wnpwn2
(4.14)
X2(p) M .p2 2..wnpwn2
(4.14)
D’où :
X(p)X1(p)X2(p)
(4.15)
L1X(p)L1X1(p)X2(p)
(4.16)
L’équation temporelle sera de la forme :
x(t) x1(t)x2(t)
(4.17)
Cherchons A, B, C et D
ApBp2 2..wnpwn2CpDp2 w2 p
![]() p2 w2.p2 2..wnpwn2
p2 w2.p2 2..wnpwn2 (4.18)
p2 w2.p2 2..wnpwn2
p2 w2.p2 2..wnpwn2 (4.18)
(AC).p3(2..wn.ABD).p2 (A.wn2 w2.C2..wn.B).pB(wn2 D.w2) p
A + C = 0 1*
|
2..wn.ABD0 |
2* |
|
A.wn2 w2.C2..wn.B1 |
3* |
|
B.wn D.w2 0
|
4* |
|
A = -C |
1’* |
|
2..wn.ABD0 1’* dans 3* |
2’* |
|
A(wn2 w2) 2..wn.B1 wn2 D B |
3’* |
|
2 w
4’* dans 2’* |
4’* |
|
B wwn22 0 2..wn.AB w2 2..wn.A1wn2 .B 0 2..wnw2.A w2 wn2.B0 |
|
|
w2 A wn2.B |
|
![]()
![]()
![]()
![]() 2..wnw2 5’*
2..wnw2 5’*
5’* dans 3’*
w2 wn2(wn2 w2).B2..wn.B1
2..wnw2
(wn2 w2).(wn2 w2)2..wn(2..wnw2).B 2..wnw2
(wn2 w2)2 (2..wnw)2.B 2..wnw2
B ![]() 2..wnw2
6’*
2..wnw2
6’*
![]()
6’* dans 5’*
w2
A 2..wnwwn22.  2..wnw2
2..wnw2
![]()
(wn2 w2) 7’*
A![]()
![]()
7’* dans 1’*
C ![]() (wn2 w2)
8’*
(wn2 w2)
8’*
![]()
6’* dans 4’*
![]() D 2..wnw2 .wwn22
D 2..wnw2 .wwn22
![]()
D ![]() 2..wn3 9’*
2..wn3 9’*
![]()
6’*, 7’* dans (4.13)
(wn2 w2) p 2..wnw2
![]()
![]() X1(p)
m.Me.w2
(wn2 w2)2 (2..wnw)2p2
w2(wn2 w2)2 (2..wnw)2 (4.19)
X1(p)
m.Me.w2
(wn2 w2)2 (2..wnw)2p2
w2(wn2 w2)2 (2..wnw)2 (4.19)
![]() m.e.w2 (wn2 w2)p 2..wnw2 (4.20)
m.e.w2 (wn2 w2)p 2..wnw2 (4.20)
X1(p) M (wn2 w2)2 (2..wnw)2 p2 w2
![]()
![]()
![]() m.e.w2 2 w2) p w
m.e.w2 2 w2) p w
X1(p) M(wn2 w2)2 (2..wnw)2 (wn p2 w2 2..wnw p2 w2 (4.21)
Cherchons la transformée inverse
|
x1(t) n2 w2)2 (2..wnw)2(wn2 w2)cos(w.t)2..wnwsin(w.t) M(w
|
(4.22) |
![]() m.e.w2
m.e.w2
(w2
Multiplions l’équation par : n w2 )2 (2..wnw)2 1
(wn2 w2 )2 (2..wnw)2
![]()
![]() x1(t)
m.eM.w2(wn2(wn2w2)w22)2(2.(2.w.n.ww)n2w)2 (wn2 (ww2n2)2w(22.).wnw)2cos(w.t) (wn2 w22.)2.wn(w2..wnw)2 sin(w.t)
x1(t)
m.eM.w2(wn2(wn2w2)w22)2(2.(2.w.n.ww)n2w)2 (wn2 (ww2n2)2w(22.).wnw)2cos(w.t) (wn2 w22.)2.wn(w2..wnw)2 sin(w.t)
(4.23) Posons :
(wn2 w2 ) sin (4.24)
![]() (wn2 w2 )2 (2..wnw)2
(wn2 w2 )2 (2..wnw)2
2..wnw cos (4.25)
![]() (wn2 w2)2 (2..wnw)2
(wn2 w2)2 (2..wnw)2
(4.19) et (4.20) dans (4.18)
![]() x1(t)
m.eM.w2(w2(wn2w2)w22)2(2.(2.w.n.ww)n2w)2sin ()cos(w.t) cos() sin(w.t) (4.26) n
x1(t)
m.eM.w2(w2(wn2w2)w22)2(2.(2.w.n.ww)n2w)2sin ()cos(w.t) cos() sin(w.t) (4.26) n
m.e.w2 1
x1(t) sin(w.t ) (4.27)
![]() M (wn2 w2 )2 (2..wnw)2
M (wn2 w2 )2 (2..wnw)2
(4.9) dans (4.22)
m.e.w2wn2 1 sin(w.t ) (4.28)
x1(t)
![]() k (wn2 w2)2 (2..wnw)2
k (wn2 w2)2 (2..wnw)2
Divisons l’équation par wn2 au numérateur et au dénominateur
x1(t) ![]() sin(w.t
) (4.29)
sin(w.t
) (4.29)
m.e.w2 1
x1(t) sin(w.t ) (4.30)
![]() k 1 w22 2
2w.n.w2
k 1 w22 2
2w.n.w2
wn
Posons r= ratio w
r
![]() (4.31) wn
(4.31) wn
(4.26) dans (4.25)
1 m.e.w2 1 (4.32) x (t) sin(w.t )
![]() k 1r22 2..r2
k 1r22 2..r2
|
|
|
|
|
|
|
|
m.e.w2 x (t) H(r).sin(w.t ) |
|
|
|
|
(4.33) |
1 ![]()
k
1
H(r) (4.34)
![]() 1r
2 2 2..r2
1r
2 2 2..r2
D’après (4.19) et (4.20)
tg![]() (wn2 w2) (4.30)
(wn2 w2) (4.30)
2..wnw
tg1 ![]() 2..wnw (4.35)
2..wnw (4.35)
![]()
|
(4.26) dans (4.31)
|
|
|
|
|
|
|
2. arctg .r2) (1 r
|
|
|
|
|
(4.36) |
![]()
![]() (4.37)
(4.37)
Cherchons X2(p) :
8’* et 9’* dans (4.14)
![]()
![]() (wn2 w2) p 2..w3
(wn2 w2) p 2..w3
|
X2(p) . p2 2..wn p wn2 M |
(4.38) |
![]() m.e.w2 (wn2 w2)2 (2..wnw)2
m.e.w2 (wn2 w2)2 (2..wnw)2
![]() n
n
m.e.w2 1 (wn2 w2)p2..wn3
![]() X2(p) k 1r22 2..r2. p2 2..wn p wn2 (4.39)
X2(p) k 1r22 2..r2. p2 2..wn p wn2 (4.39)
![]()
![]()
![]() X2(p)
m.ek.w2 21 .(wn2 w2) p2 2..pwnpwn22..wn3 p2 2..1wnpwn2 (4.40)
X2(p)
m.ek.w2 21 .(wn2 w2) p2 2..pwnpwn22..wn3 p2 2..1wnpwn2 (4.40)
1r2 2..r2
Nous pouvons écrire :
![]()
![]()
![]() m.ek.w2 1r
1
2) p 2..wn 2 21..
m.ek.w2 1r
1
2) p 2..wn 2 21..
X2(p) 2 2 .(1r p2 2.. p
2 2..r p1 wn2 wn p1 (4.41)
wn2 wn
Cherchons la transformée inverse :
![]() (4.42)
(4.42)
Avec :
arcCos
Si on se fixe avec =0.7
D’où : arcCos(0.7)
45.57
![]()
4
3 ![]()
4
(4.37) et (4.42), solution finale pour notre modèle et constitue le modèle mathématique de vibration du système masse-ressort-amortissement qui est un système à deux degré de liberté (M : masse caisse chargée et m : masse du balourd, k : raideur du ressort).
m.e.w2 1 2..r
![]()
![]() x1(t) k 1r22 2..r2sinw.t arctg
(1r2)
x1(t) k 1r22 2..r2sinw.t arctg
(1r2)
![]()
![]()
![]() m.ek.w2 1 (1r2)wn2 .ewn.t.sinwn 12 .t 2..wn22 .ewn.t.sinwn 12 .t
x2(t)
2 2 . 12 1
m.ek.w2 1 (1r2)wn2 .ewn.t.sinwn 12 .t 2..wn22 .ewn.t.sinwn 12 .t
x2(t)
2 2 . 12 1
1r2 2..r
Le modèle comporte deux parties : l’une permanente x1(t)et l’autre transitoire x2(t). Etudions seulement la partie permanente parce que avec le temps la partie transitoire va s’annuler ou il va tendre vers zéro.(elle va se dégrader).
Donc l’équation à étudier devient :
m.e.w2 1 2..r
![]()
![]() x(t) k 1r222..r .sinw.tarctg
(1r2) (4.44)
x(t) k 1r222..r .sinw.tarctg
(1r2) (4.44)
2
1
H(r,)
![]() 1r222..r2
(4.45)
1r222..r2
(4.45)
arctg ![]() (12.r.r2)
(12.r.r2)
(4.46)
x(t) ![]() m.e.w2 H(r,).sinw.t
m.e.w2 H(r,).sinw.t
k
(4.47)
(4.47) est la forme simplifiée de la 1ère équation du modèle mathématique.
4.4.3. Simulation de H(r) et par MATLAB
4.4.3.1. Programmation
![]()
![]()
Figure 4.5. Simulation de H(r,z)
La figure présentée ci-haut, comporte deux zones, la première est pour les amortissements inefficaces et la seconde pour les amortissements efficaces.
Nous savons, qu’au démarrage du moteur d’entrainement, la vitesse commence par zéro et enfin pour atteindre son régime de fonctionnement, nous disons que la zone inefficace est inévitable, quelque soit les conditions nous allons d’abord passer par là avant d’entrée au régime permanent de fonctionnement du moteur d’entrainement. C’est pourquoi, le bon choix du couple de démarrage du moteur d’entrainement s’avère indispensable comme dit au chapitre premier, il doit être 2.5 fois plus grand que le couple nominale.
La figure nous montre qu’à l’origine des allures sont divergentes, dès que nous passons la résonance, les allures tendent à se convergés.
Nous disons que la solution pour notre modèle commence à partir de l’endroit où les allures converges, c'est-à-dire la solution commence à partir du point où la valeur du ratio égal 4.
![]()
Figure 4.6. Simulation de phi()
Ici nous présentons le point de bifurcation (1,90o),
A l’origine les allures se divergent et se convergent au point (1,90o) et ensuite se divergent. Donc la deuxième divergence donne l’ouverture à la solution.
Avoir un ratio tout près de la deuxième divergence, nous risquons de tomber au point de résonance.
Pour la sécurité de fonctionnement de notre modèle nous allons nous éloigné de la deuxième divergence, comme dit au commentaire de la figure 4.5.
4.4.4. Simulation du déplacement x(t) (élongation)
4.4.4.1. Programmation


![]()
4.4.4.2. Représentation graphique

Figure 4.7. Simulation x(t) pour ratio inférieur à 1(r =0.7061)

Figure 4.8. Simulation x(t) pour ratio égal à 1(r = 1)
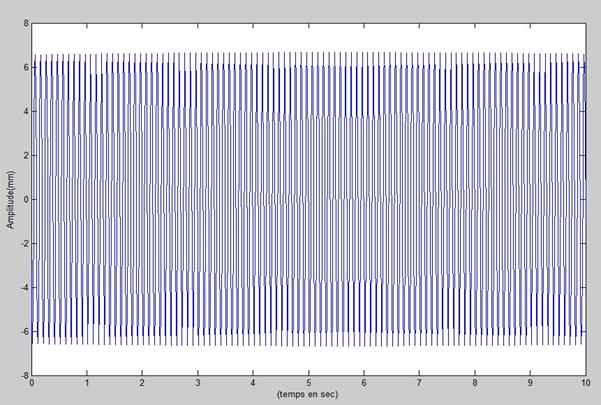
Figure 4.9. Simulation x(t) pour ratio supérieur à 1(r = 4.23)
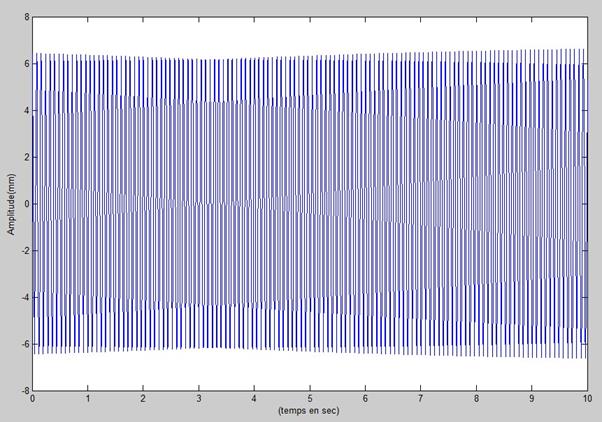
Figure 4.10. Simulation x(t) pour ratio supérieur à 1(r = 5.2957)
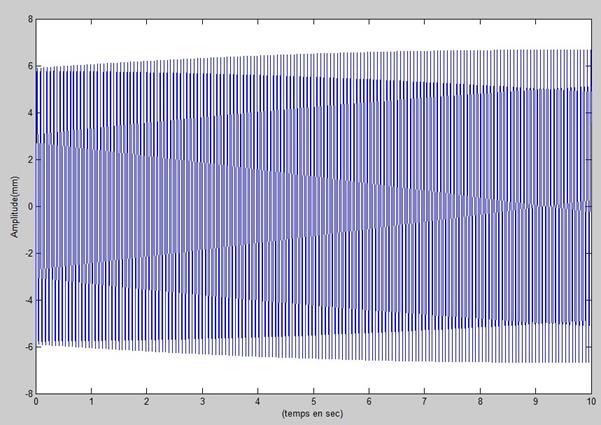
Figure 4.11. Simulation x(t) pour ratio supérieur à 1(r = 7.0609)
4.4.5. Simulation du déplacement x(t) pendant une seconde
4.4.5.1. Programmation
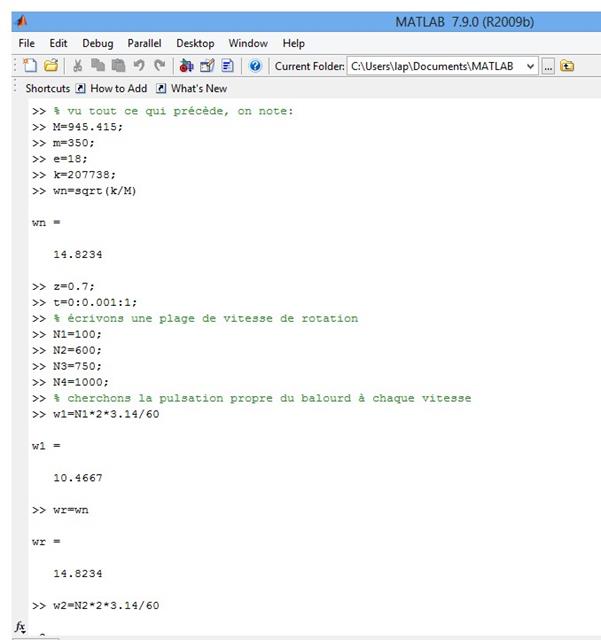

![]()
94
4.4.5.2. Présentation d’ensemble
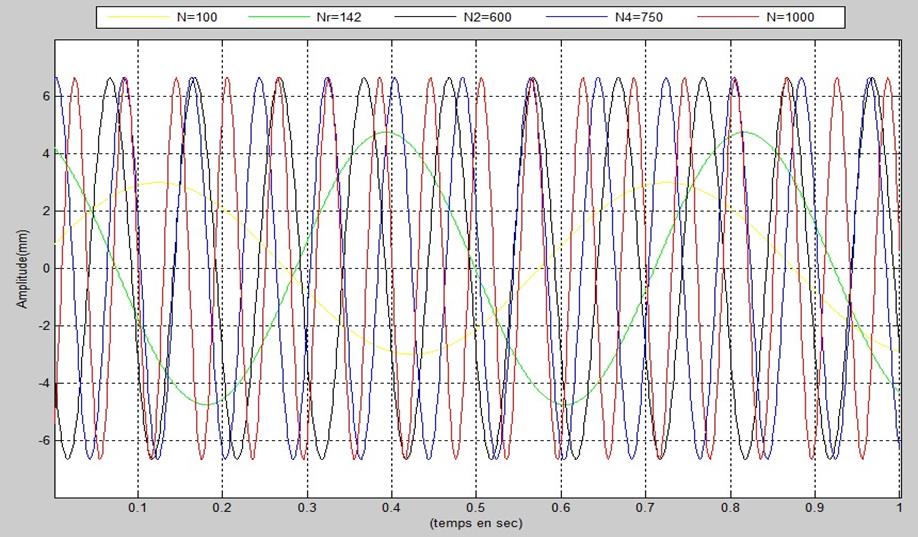
Figure 4.10. Simulation des x(t) en fonction de vitesse de rotation
95
4.4.5.3. Synthèse des résultats
|
N° |
Vitesse de rotation (tours/min) |
Pulsation propre (rad/sec) |
Ratio (r) |
m*e*wx2
k (mm) |
H(r,z) |
Amplitude (mm) |
Phie en degré |
Fréquence (cycle/sec) |
Période (sec) |
|
N1 |
100 |
10.4667 |
0.7061 |
3.3223 |
0.9022 |
2.9973 |
63.1035 |
1,5 |
0.666 |
|
Nr |
162 |
14.8234 |
1 |
6.6637 |
0.7143 |
4.7598 |
90 |
2,5 |
0.4 |
|
N2 |
600 |
62.8000 |
4.2366 |
119.6035 |
0.0557 |
6.6608 |
160.7123 |
10 |
0.1 |
|
N3 |
750 |
78.5000 |
5.2957 |
186.8805 |
0.0357 |
6.6643 |
164.6695 |
12,5 |
0.08 |
|
N4 |
1000 |
104.6667 |
7.0609 |
332.2319 |
0.0201 |
6.6651 |
168.5616 |
16,75 |
0.0597 |
Vu ce qui précède, nous nous sommes dit que la solution pour notre modèle commence à partir de l’endroit où le ratioest égale à 4, or pour notre cas, la solution commence à N= 600 tr/min. Donc pour ce faire, nous avons bon trouvé de faire notre choix à un crible qui doit tourner à la vitesse de rotation supérieur ou égale à 600 tr/min. Mais pour nous, nous adoptons une vitesse de rotation de 750 tours/min. Parce que si on donne une vitesse de rotation plus grande il faut s’attendre à diminuer la durée de vie des roulements.
4.4.6. Comparaison des résultats
Partant du choix au tableau du paragraphe 4.4.5.3, comparons les résultats (fréquence, amplitude, ratio) du crible quant il est vide et en chargé avec le produit.
Masse à vide : c'est-à-dire avec la masse propre du crible
Masse en charge : c’est à dire la somme de la masse propre du crible et celle du produit à cribler pendant une seconde :
Hypothèse :
Nous savons que la production horaire de la société CARRIGRES est de 400 à 300 tonnes par heure.
Par hypothèse, nous disons de prendre une moyenne de production de 350 tonnes par heure.
Ce qui prouve que : la masse par seconde de produit sera :
![]() Débit
massique = 97.22 kg/s
Débit
massique = 97.22 kg/s
(masse de produit criblée par seconde)
4.4.6.1. Programmation
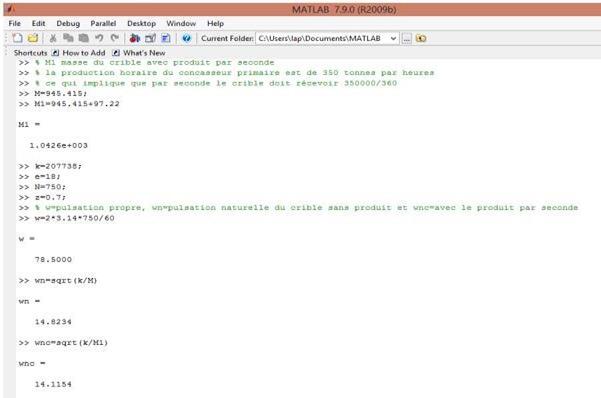


99
4.4.6.2. Représentation graphique
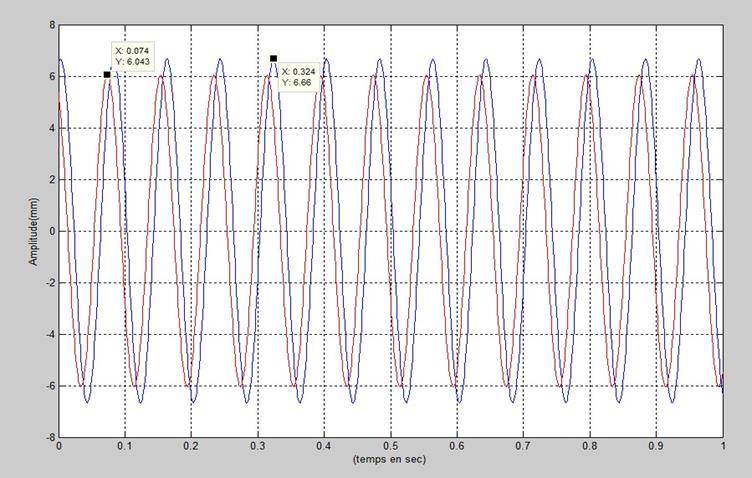
Figure 4.11. Simulation des x(t) en fonction de charge
100
Nous avons constaté que quand le crible est chargé de produit, l’amplitude diminue sensiblement. Ce qui montre le rouge en dessous du bleu. Ce qui explicite que la masse du produit influence aussi l’amplitude du crible.
Quand le rouge touche son amplitude maximale et change la direction, voilà en ce moment que le bleu touche son amplitude maximale et toutes ces différences sont à la fréquence et à la même période. Ici il y a l’influence de déphasage de l’angle phi : le bleu est déphasé au rouge de 0,7482 degré.
4.4.6.3. Synthèse des résultats
|
N° |
Vitesse de rotation (tours/min) |
Pulsation propre (rad/sec) |
Ratio (r) |
m*e*wx2
k (mm) |
H(r,z) |
Amplitude (mm) |
Phie en degré |
Fréquence (cycle/sec) |
Période (sec) |
|
1 |
750 |
78.5000 |
5.2957 |
186.8805 |
0.0357 |
6.6643 |
164.6695 |
12,5 |
0.08 |
|
2 |
5.5613 |
0.0323 |
6.0431 |
165.4177 |
CONCLUSION GENERALE
Les synthèses des résultats nous donnent toutes les valeurs pouvant nous aider pour l’interprétation de notre système qui est le crible vibrant.
La modélisation schématique reste inchangée pour tous les cribles vibrants, l’aboutissement des résultats trouvés nous a obligé de descendre sur le terrain pour le prélèvement de données d’expérimentation et ensuite donner un modèle mathématique.
Pour ce modèle, la stabilité de l’amplitude dépend du temps où le moteur d’entrainement atteindra son régime de fonctionnement, au moment où son régime est prolongé la stabilité prendra beaucoup de temps et risque de rester dans la zone d’instabilité. Pour ce faire le bon choix d’un moteur d’entrainement est indispensable avec un couple de démarrage de 2,5 fois le couple nominal.
Concernant la fiabilité des roulements, nous avons calculé des valeurs d’une façon théorique, mais en pratique chaque fabricant multiplie la valeur théorique avec un facteur de correction de corrélation, prenons l’exemple de SKF, il permet d’obtenir une estimation de la durée beaucoup plus réaliste. Le facteur askf quant à lui dépend du ratio de viscosité κ utilisé pour la durée corrigée ISO, de la charge limite Pu et du facteur de pollution ηc. La charge limite est fournie par SKF et le facteur de pollution peut être estimé à l’aide du tableau. Cependant, les conditions de fonctionnement doivent être complètement connues et contrôlées.
Nous disons, les origines des cassures sont liées au moment où le crible traverse la zone d’instabilité, en ce moment, tous les endroits des assemblages et là où il y a défaut des matériaux sont sollicités. Ce pourquoi, la maintenance du crible s’avère indispensable dans toute sa forme.
Le ressort devient trop élastique au démarrage, une seule raison
n’avoir pas atteint son régime, quand à l’arrêt il devient élastique juste quand la vitesse s’approche de la vitesse de résonnance.
p class=MsoNormal align=left style='margin:0cm;margin-bottom:.0001pt; text-align:left;text-indent:0cm;line-height:107%'>
BIBLIOGRAPHIE
I. OUVRAGES
1. Arthur GUION,(1971), Trigonométrie rectiligne et sphérique, 8ème édition A.DE BOECK, Bruxelles.
2. Brian Hahn et al. (2007), Essential MATLAB for Engineers and Scientists, Third Edition, 2007
3. Dr. Ghomari fouad,(2012) note de cours de SCIENCE DES MATERIAUX DE CONSTRUCTION, UNIVERSITE ABOU BEKR BELKAID.
4. Dr. TSHAONA TSHIMBADI, (2012-2013), note de cours de théorie de mécanisme des machines 2, Institut Supérieur de Techniques Appliquées.
5. Emmanuel RODRIGUEZ, (2006), Etude du comportement des ressorts coniques et ressorts de torsion en vue du développement d’outils de synthèse associés, Thèse de doctorat, INSAT, Toulouse.
6. J.M. Krodkiewski, (2008), MECHANICAL VIBRATIONS, THE UNIVERSITY OF MELBOURNE.
7. Jean-Claude Pascal,(2007-2008), note de cours de Vibrations et
Acoustique 1, , Ecole Nationale Supérieure d’Ingénieurs du MansUniversité du Maine.
8. Jean-Marie FONTAINE, (2001), le criblage, CARMEUSE S.A.
9. Manuel PAREDES, (2007), Développement d'outils d'assistance à la conception optimale des liaisons élastiques par ressorts, Thèse de doctorat, INSAT, Toulouse.
10. Maurice Chossat-Yannick Privat, (2010), Aide-mémoire
Mathématiques de l’ingénieur, 2ème édition l’Usine nouvelle DUNOD, Paris.
11. Michel Dupeux,(2004), Aide-Mémoire Sciences des matériaux, Dunod, Paris.
12. Olivier LECOQ, (1994), mécanisme de broyage, DEA génie des procédés industriels, Université de Technologie de Compiegne, Cedex.
13. P. Chevalier et J. LECRINIER,(2004), Guide de dessinateur industriel, édition Hachette, Paris, p.265 -268.
14. Ph.D. RAO V. DUKKIPATI, (2007), Solving vibration, analysis problems using MATLAB, Graduate Program Director, Department of Mechanical Engineering, Fairfield University, USA.
15. Pr. DJELOUAH Hakim , (2011-2012), note de cours et exercices de vibrations et ondes mécaniques, Université des Sciences et de la Technologie Houari Boumediene.
16. SCHAEFFLER GROUP, (Juin 2011), Montage et démontage de roulements, publ. N°WL80 100/3FB
17. SKF Group. ( Mai 2007). La référence en termes de performances et de fiabilité, Publication 6100 FR.
18. Youde Xiong, (2007), Formulaire de mécanique Pièces de constructions, Groupe Eyrolles.
II. WEBOGRAPHIE
1. http://www.zpag.net/Tecnologies_Indistrielles/Roulement_notion_calcul e.htm
3. http://www-hadoc.lag.ensieg.inpg.fr/hadoc/continu/n00/tl/etl.htm
ANNEXES
Annexe 1 : Tables de Laplace
|
TRANSFORMEE DE LAPLACE L (p) |
FONCTION TEMPORELLE |
|
|
1. |
1 |
|
|
2. |
|
|
|
3. |
|
|
|
4. |
|
|
|
5. |
|
|
|
6. |
|
|
|
7. |
|
|
|
8. |
|
|
|
9. |
|
|
|
10 . |
|
|
|
11 . |
|
|
|
12 . |
|
|
|
13 . |
|
|
|
14 . |
|
|





|
25 . |
|
|
|
26 . |
|
|
|
27 . |
|
|
|
28 . |
|
|
|
29 . |
|
|
|
30 . |
|
|
|
31 . |
|
|
|
32 . |
|
|
|
33 . |
|
|
|
34 . |
|
|
|
35 . |
|
|
|
36 . |
|
|
|
37 . |
|
|
|
38 . |
|
|
|
39 . |
|
|
|
40 . |
|
|
|
41 . |
|
|


















{kind=link}